![]()
PARTE DOS
El Sistema SMED— Estudio de Casos
A través del estudio de casos extraídos de doce compañías, esta sección presenta ejemplos de cómo se ha aplicado en la realidad el sistema SMED (véase tabla en página anterior). No dudará adquirir la capacidad para implementar muchas de estas ideas directamente.
Además, el estudio de estos ejemplos a la luz de los conceptos y principios que se han presentado en la Parte Uno, le sugerirá una variedad de aplicaciones.
Obsérvese que los ejemplos de varias compañías se han ordenado de forma que se agrupan juntos procesos realizados en máquinas similares.
![]()
8
Implementación del SMED
Matsushita Electric Industrial Co., Ltd., División de Lavadoras (Fábrica de Mikuni)
LA COMPAÑIA
Esta división de Matsushita Electric se inauguró en 1956 para producir lavadoras de fabricación nacional. Se producen lavadoras y friegaplatos en una línea de montaje de mil metros de longitud a una tasa de una máquina cada seis segundos aproximadamente.
Respaldadas por una política de «perfección en calidad, producción consistente y respeto al factor humano», se alcanzaron los 18 millones de unidades acumuladas vendidas en 1980. Estas lavadoras de producción nacional, no sólo se usan en el país de origen, se venden en sesenta y ocho países de todo el mundo.
La fábrica tiene 30.000 metros cuadrados, con una superficie total construida de 39.500 metros cuadrados.
APLICACIONES DEL SMED
Cambio de herramientas en un torno revólver de seis brocas
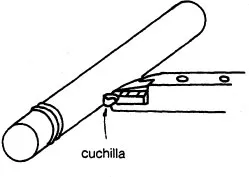
Para mecanizar el diámetro de los ejes de las palas agitadoras de las lavadoras se usa un torno revólver de seis brocas.
Al cambiar las pastillas o las cuchillas hay que hacer ajustes muy críticos para respetar las dimensiones, pero éstos son difíciles y requieren tiempo debido a las condiciones restrictivas en las que se realiza el cambio. Además, errores en el ajuste conducen a defectos en las dimensiones de las piezas.
Para eliminar estos problemas, necesitábamos acortar los tiempos de cambio y eliminar los defectos. Para realizar estas mejoras se nos concedieron cinco meses (Junio-Octubre 1982).
Antes de empezar el programa de mejoras, los cambios de cuchilla se realizaban con la herramienta montada en la máquina y se hacían una gran cantidad de ajustes muy finos (figura 8–1).
Figura 8-1. Cambiando cuchillas en un torno de seis brocas
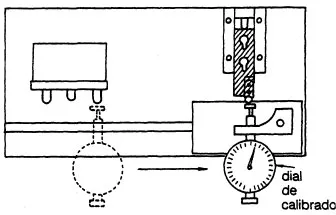
En el nuevo proceso, los portaherramientas se desmontan del torno y las cuchillas se cambian fuera de la máquina. Los ajustes de dimensiones se hacen con la ayuda de un micrómetro (figura 8–2 y fotografía 8–1). Este procedimiento introduce mejoras en dos áreas clave: los tiempos de ajuste y cambio de cuchilla se han reducido de quince a cinco minutos,y los defectos de forma de las piezas de treinta mensuales a ninguno.
figura 8-2. cambiando cuchillas para el torno fuerna de la máquina
La inversión total necesaría para el material necesario fue aproximadamente de 15.000 Yens (62 $). —(Informe de Shigeru Kita, Sección de Fabricación de Piezas).
Cambios en la aplicación de lubricante
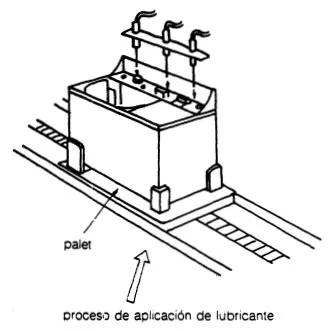
La aplicación de lubricante es una de las muchas operaciones que se realizan en la línea de montaje de lavadoras. Donde antes el lubricante se aplicaba a mano a las piezas que lo necesitaban, ahora se aplica automáticamente con máquinas (figura 8–3).
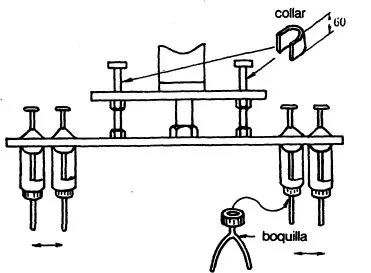
Los sitios, y el número de éstos, donde es necesario aplicar grasa varían según el modelo de lavadora. Por esta razón, se usan boquillas que se cambian cada vez que se cambia de modelo (figura 8–4). Esta operación lleva más tiempo que otras, por lo que se convierte en un cuello de botella en la línea de montaje.
Fotografía 8-1. Cambio de cuchillas fuera del torno
Figura 8-3. Aplicación automática de lubricante
Las posibles formas de abordar el problema se discutieron en reuniones de reducidos grupos de personas y se acordaron las siguientes conclusiones. Estas mejoras se pusieron en práctica en cuatro meses, de Junio a Septiembre de 1980.
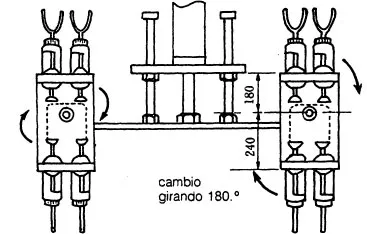
Se construyeron elementos giratorios de montaje que se adaptaban de forma inmediata al modelo específico de máquina sin más que girar 180° (figura 8–5). Con este arreglo es posible manejar dos modelos de máquinas. Cuando están implicados más de dos modelos, hay que cambiar las boquillas mediante operaciones de preparación externa.
Figura 8–4. Cambiando las boquillas de aplicación de lubricante
Como resultado de esta mejora, el tiempo que anteriormente era de doce minutos se recortó a treinta segundos. Puesto que ésta era una mejora menor realizada principalmente por los operarios situados en las máquinas, las únicas inversiones fueron costes de material; los costes estuvieron aproximadamente entre 40.000 y 50.000 yenes (165 a 205 $). Además, todas las personas involucradas se sienten orgullosas de participar en los logros alcanzados con la técnica SMED debido a la aplicación activa de las técnicas apropiadas.
Hasta ese momento, se evitaban los cambios de tipo de producto, pero estas mejoras han fomentado la actitud de que la diversificación es algo natural y normal.
—(Informe de Tateo Matsumoto, Sección de Ensamblaje y Fabricación).
Figura 8-5. Accesorio de montaje rotativo
Cambio automático de las guías de los palets
Se colocan guías de posicionamiento en los palets utilizados en el transportador de la línea de montaje de lavadoras (figura 8–6)
Los tamaños de los chasis de las lavadoras dependen del elemento que se fabrique, por lo que hay que cambiar la posición de las guías siempre que se cambie el producto. La recolocación a mano de las guías creaba varios problemas:
• Los operarios tenían que estar constantemente atendiendo al cambio en la posición de las guías, una tras otra, aproximadamente en unos cien palets en la cabecera del transportador.
• Debido a errores al recolocar las guías, algunos chasis de lavadoras se abollaban o raspaban.
• La operación de recolocación entrañaban un riesgo.
Por tanto se pidió a la sección de desarrollo y fabricación que redujese el tiempo de preparación a tan sólo algunos minutos y que se automatizase el posicionamiento de las guías. La tarea...