¿Por qué los tiempos estándar no se cumplen? ¿Por qué los costes de mano de obra se disparan siempre? ¿Por qué no sé nunca dónde se producen las pérdidas de tiempo? ¿Por qué las mejoras no se ponen en marcha nunca y si se ponen no devuelven resultados? Porque no se dispone de un correcto sistema de control de la productividad. Sin control de la productividad ningún tiempo o mejora se podrá implantar con toda la rentabilidad que podría devolver. Con este libro aprenderá: A partir de partes, de las producciones realizadas y de los tiempos estándar, se puede comparar lo que ha sido con lo que debería ser. Cómo diseñar un sistema de control de la productividad y de retribución de incentivos. A interpretar los datos que devuelve dicho sistema. Cómo implantar la herramienta con todos los matices legales que conlleva. A gestionar la mejora continua a partir de los resultados. La presente obra está enriquecida con ejemplos prácticos, relatos y formatos tipo para que se les pueda dar uso y asimilar los conceptos adquiridos. Se aportan extractos de los convenios laborales que afectan al control de la productividad para sus consideraciones legales. Se trata de un manual práctico para pasar a la acción. El libro va dirigido a estudiantes de ingeniería y empresariales, jefes de producción, mandos intermedios, responsables de mejora contínua y a otras personas relacionadas o interesadas en estos ámbitos profesionales y de formación.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
6.2. Datos necesarios para el control de la productividad
6.3. Partes de trabajo
6.4. Ejemplos de partes de trabajo
6.5. Cálculo de la productividad
6.6. Ejemplos de cálculo de la productividad
6.7. Cálculo de la productividad en trabajos limitados
6.8. OEE: Cálculo de la productividad en trabajos con máquinas
6.9. Evaluación de la productividad de los mandos intermedios
En la primera parte de este manual se ha explicado qué se debe realmente entender cuando se habla de productividad, los distintos factores que pueden hacerla variar y algunas formas que existen de medirla. También se ha explicado la conveniencia de controlarla e incentivar su continuo aumento.
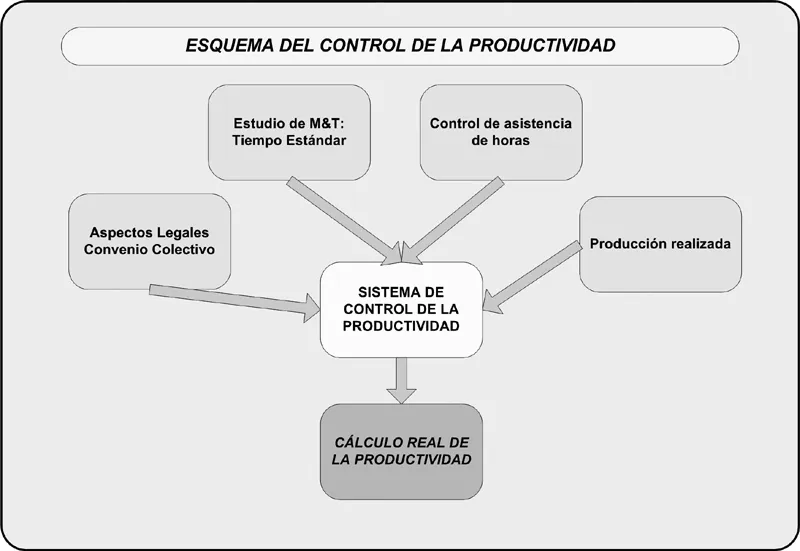
En este y en el siguiente capítulo se explicarán los mínimos necesarios para poder diseñar e implantar un adecuado control de la productividad para su fábrica. Pero a continuación se muestra un esquema en el que se resume el cálculo de la productividad:
Figura 6.1
6.1. ¿Qué es el control de la productividad?
Un sistema de control de la productividad pretende ser algo mucho más amplio que un informe de la situación real frente a lo que debería ser. Mucho más que un gráfico que señale lo bien o lo mal que lo hemos hecho, se trata de identificar a cada uno de los causantes de retrasos en la ejecución del trabajo y cuantificar dicho retraso.
El primer paso para poder solucionar un problema es identificar y conocer ese problema a fondo: este es el principal objetivo de un sistema de control de la productividad. Habitualmente, al no existir información completa y real de la situación, los problemas no se pueden llegar a identificar, o en muchos casos se confunden. Ante un hecho tan común como un retraso en la fabricación de un producto, no se sabe qué medida adoptar porque la única información que normalmente se tiene es que algo ha debido de salir mal porque no hemos cumplido con el estándar.
A continuación se muestra un ejemplo real de la información que recibe la dirección de una empresa respecto a la producción ejecutada un día cualquiera:
Relato: Falta de información en línea de alta capacidad
Este relato sirve para explicar la impotencia con la que se vive el día a día en una empresa con graves problemas de gestión y con una enorme falta de información útil sobre el estado de la fábrica.
Se trata de una empresa en la que se fabrican carcasas metálicas de electrodomésticos, con ayuda de una línea automática que toma láminas de chapa, las troquela, pliega y suelda hasta dejar la pieza terminada.
Alrededor de 20 operarios intervienen en la línea. En la mayoría de los casos, su trabajo se limita a reponer consumibles, supervisar el trabajo de la máquina y colaborar en los cambios de formato.
En este tipo de máquinas las cuentas son, aparentemente, muy sencillas de realizar a partir de los siguientes datos:
• Capacidad de la línea: 6.200 unidades / hora. (Dato facilitado por el fabricante)
• Número de horas trabajadas con la línea: 16 horas.
Según el criterio del director de fábrica, el control de la productividad es muy sencillo. Se trata de comparar la producción realizada con la teórica.
Producción teórica: 16 × 6.200 = 74.400 unidades.
Producción real: 40.933 unidades.
Rendimiento de la línea =
¿Pero qué es lo que significa este dato? Esto significa que de cada 100 unidades que se ha tenido oportunidad de fabricar, solo se han fabricado 55. ¿Cómo es posible esto? ¿Es que ha pasado algo? Por supuesto, recopilando información de los mandos intermedios, todo lo que se llega a saber es que ha faltado un operario en uno de los turnos, que para completar la tarea se necesitan 3 cambios de formato y que ha habido una parada por avería.
El director baja a la fábrica a intentar ver con sus propios ojos dónde está el problema. Al llegar a pie de máquina se encuentra la línea parada porque se está realizando un cambio de formato, y gran parte de los operarios están charlando en un corrillo.El director se acerca a ellos, les pregunta qué ocurre y le comentan que están esperando a que el almacén les sirva los nuevos útiles y materia prima para iniciar el cambio. Éste les recrimina su actitud, pero los operarios le contestan que a ellos no les venga con cuentos, que no es su problema y que claramente están haciendo todo lo que está en sus manos.
El director de fábrica se dispone a seguir pidiendo explicaciones y va hacia la sección de almacén. Ya se ha corrido la voz y todos parecen muy aplicados, corren por los pasillos y preparan todo lo necesario para iniciar la fabricación de la nueva referencia. El director reprocha al responsable de la sección su falta de anticipación e implicación. La respuesta que recibe hace enrojecer aún más al director: «Ese cambio de formato no estaba planificado, a ellos se les ha comunicado sobre la marcha».
La responsabilidad comienza a diluirse cada vez más: en su planta nadie es responsable de nada, ya que el cambio de formato viene causado por un pedido urgente, y como además tampoco tenían materia prima suficiente como para trabajar todo el turno con la referencia que estaba en planificación, realizar el cambio no pareció mala opción. Es decir que algo también ha fallado en el departamento comercial, en el de compras y en el de planificación.
Sigue largo rato pidiendo explicaciones por distintos departamentos. Al llegar a su oficina, ya ha terminado el primer turno y decide consultar desde su ordenador cuál ha sido la productividad en este fatídico día. La sorpresa es mayúscula al comprobar que la productividad de este primer turno es de 58 %, más alta que la conseguida en el día anterior.
¡¡Ahora sí que no entiendo nada!!
Entonces, ¿qué es lo que ocurrió ayer para obtener un resultado aún peor? Lo más preocupante es que nadie tiene una respuesta clara y concisa.
Como resumen se podría decir que un control de la productividad es un sistema que se encarga de recoger información de la fábrica, la ordena y clasifica. Se trata, sin duda alguna, de una herramienta que ayuda a comprobar dónde están los errores, y por lo tanto facilita la toma de medidas correctoras.
6.2. Datos necesarios para el control de la productividad
A la hora de realizar el control de la productividad de una fábrica o una sección, se deberá disponer de la siguiente información:
DATOS NECESARIOS PARA CONTROL DE PRODUCTIVIDAD
Cantidad de trabajo realizado, por ejemplo el tipo de piezas y la cantidad producida.
Tiempo dedicado para realizar ese trabajo, incidencias ocurridas y horas a no control.
Tiempo estándar de la tarea, fruto del estudio de tiempos realizado.
Información básica sobre el marco legal (Convenio, Estatuto de los trabajadores).
Es preciso a continuación realizar una clasificación del tipo de horas de las que se compone la jornada de trabajo. ¿Qué quiere decir esto? Dependiendo de si la tarea está medida o no, de si se producen paradas en el proceso de fabricación por causa ajena al operario o por cualquier otra causa, etc., a cada espacio de tiempo en el que se producen las diferentes situaciones se le denominará de un modo u otro:
Las horas a no control es el tiempo, medido en horas-hombre, en el que el operario realiza una tarea que no ha sido medida y por lo tanto no se conoce el rendimiento alcanzado por este.
Horas a control: es el tiempo, medido en horas-hombre, en el que el operario realiza una tarea que ha sido medida, y por lo tanto, se puede conocer el rendimiento alcanzado por este.
Horas de incidencias: es el tiempo, medido en horas-hombre, en el que el operario no puede realizar su tarea por causas ajenas a él.
Horas de presencia: es el tiempo, medido en horas-hombre, de permanencia del operario en el puesto de trabajo. La suma de horas a control, horas a no control y horas de incidencias deberá coincidir con las horas de presencia.
Figura 6.2
Otro tipo de clasificación de horas es:
Horas normales: son las horas que corresponden a una jornada normal.
Horas extras: son más caras que las horas normales y por lo tanto interesa su control. Este tipo de horas se realiza fuera del horario normal.
Solo se podrá estudiar el rendimiento en la cantidad de horas a control de la jornada. En el tiempo a no control y de paro no se podrá comprobar el rendimiento de ningún operario o grupo de operarios, por lo que se deberá restar el tiempo total de la jornada para calcular la productividad.
El control de la productividad «debe obligar» a minimizar la cantidad de horas a no control y las horas de incidencias.
Conocidos los datos necesarios para realizar el control de la productividad y sabiendo qué tipo de horas se deben tener en cuenta, el siguiente paso será recogerlas, y se realizará mediante un sistema de partes de trabajo.
6.3. Partes de trabajo
¿Qué es un parte de trabajo? Un parte...
Table of contents
Cubrir
Título de la página
Derechos de Autor
Dedicación
Agradecimientos
Acerca del Autor
Índice
Parte I Introducción y conceptos
Parte II Control de la productividad
Parte III Sistemas de incentivos
Anexo I - Curva de aprendizaje
Anexo II - Suplementos de descanso
Anexo III - Bibliografía recomendada y cursos de la colección
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
Both plans are available with monthly, semester, or annual billing cycles.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go. Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Productividad e incentivos by José Agustín Cruelles Ruíz in PDF and/or ePUB format, as well as other popular books in Business & Project Management. We have over 1.5 million books available in our catalogue for you to explore.