
- 162 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Practical Pattern Making
About this book
"Practical Pattern Making" by Paul N. Hasluck was first published in 1905. Written in simple, concise language and full of helpful diagrams, this timeless volume will be of considerable utility to anyone with an interest in designing and creating foundry patterns.
"A foundry pattern is a counterpart of a casting and is used to form the mould into which the molten metal is poured. Patten-making is thus a very important part of foundry work, and the pattern-maker must be a craftsman of experience and of more than ordinary intelligence.
The competent pattern maker has a knowledge of practical plane and solid geometry and of mechanical drawing; he is constantly required to lay upon an uneven angular surface, lines which the ordinary draughtsman can get much more easily on smooth surface of paper"
Contents include: "Foundry Patterns and Foundry Practice", "Jointing-up Patterns", "Finishing Patterns", "Circular Patterns", "Making Core-boxes", "Coring Holes in Castings", "Patterns and Moulds for Iron Columns", "Steam-engine Cylinder Patterns and Core-boxes", "Worm Wheel Pattern", "Lathe-bed Patterns", "Headstock and Poppet Patterns", "Slide-rest Patterns", etc. Many vintage books such as this are increasingly scarce and expensive. We are republishing this volume now in an affordable, modern, high-quality edition complete with the original text and artwork.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Topic
ArchitekturSubtopic
ArchitekturdesignCHAPTER VI.
CORING HOLES IN CASTINGS.
IN very many cases the best method of coring a hole is obvious and simple enough; but it is otherwise in a large number of instances. It is proposed to give in this chapter a few examples of this class of work.
Take first one of the very simplest cases that can occur, a plain cylinder cover (shown in Figs 88 and 89). To core the centre hole A for the stuffing-box and piston-rod, a print is put on the pattern on the side which goes downwards in the mould. This is shown on the pattern at A (Fig. 90), where the pattern is illustrated in the position in which it is withdrawn from the mould. Since the hole is shouldered, that is, not parallel throughout, a core-box must be made. This is illustrated in Figs. 91 and 92. The core made from this is dropped into the print impression A in the mould, and is thus centred and retained in its correct position. The mould, with its core in place, is shown in section in Fig. 93.
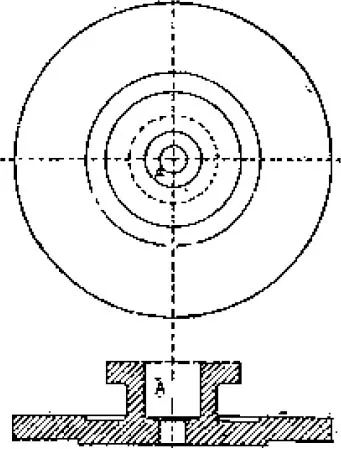
Fig. 88.
Fig. 89.
Figs. 88 and 89.—Casting of Cylinder Cover.
This is a very common illustration of the simplest kind of coring. Almost all holes which pass vertically through castings are formed by the insertion of cores thus set in print impressions in the lower portion of the mould. There are a few special exceptions, as in the case of work for which the cores are so large that they are set in place by measurement alone, since they do not need assistance from the impressions of prints.
All prints which are used for vertical cores are tapered, or coned smaller in a direction away from the pattern face. This is shown in Fig. 90. It is done to prevent the print from tearing up the sand, which a parallel print would almost certainly do on withdrawal. The reason why a larger amount of taper is given to a print than to its pattern is that a moulder always desires the maximum taper which is permissible in any case. He cannot have just what he likes in a pattern, but he can in prints, and so he gets it. It is better, too, that a core print should have plenty of taper because when a print tears up the mould, the latter has to be made good again; and if badly broken, it probably would not be mended quite accurately, and then the core would be set out of truth and the hole in the casting be correspondingly out of truth. It may be noted, further, that while the print is tapered there is no taper in the core-box (Figs. 91 and 92) to correspond; consequently, taper has to be filed or rubbed on the core to make it enter and fit the print impression exactly.
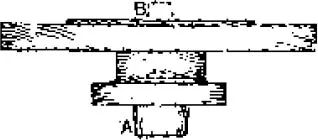
Fig. 90.—Cylinder Cover Pattern.
When a few castings only are wanted, it is not usual to put the print taper in the core-box; but if many (say twenty and upwards) are required the taper should be formed in the box to correspond with that given to the print. It saves the moulder’s time, and reduces the risk of the cores being set out of the vertical, due to more being filed off one portion of the sides of the core than off others.
There is yet another point of importance. One print only is shown on this pattern (that on the bottom), and it is sufficient in the example given. But suppose the length, or height, of the core were double or treble what it is, then one print alone could not be trusted to hold safely the core upright. In such a case a second, or steady, print is put on the top face to make a hole for the top end of the core. This is shown dotted at B (Fig. 90).
Many cases occur in which top prints are absolutely necessary; but, obviously, lengths and diameters are relative. So that if a core were 4 in. diameter and 12 in. high, it could be set safely in a bottom print alone; but if it were 1 in. in diameter and 12 in. high, a top print would be required. Also, a long vertical core may be held by a bottom print alone if there is a good chance of centering it by measurement right up to the top; otherwise, a relatively short core may require a top print. For example, in Fig. 93 measurement can be taken in the mould from the edge of the core to the edge of the mould, the radius A A being easily taken. Then the question of the securing of the core in the top simply means the thrusting of the core well into its print impression, and the application of the pressure of the cope on the top of the core. Many cases, however, arise in which a large portion of the mould comes up into the top and the core has to pass up into it, and measurement cannot be taken at the top. Then a top print is desirable to guide the core correctly, because the moulder cannot see and measure it. In some later examples attention will again be drawn to this important point.
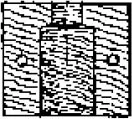
Fig. 91.

Fig. 92.
Figs. 91 and 92.—Core-box for Cylinder Cover.
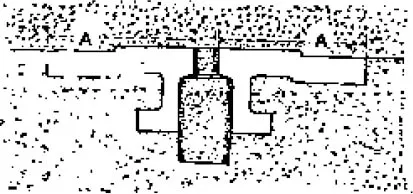
Fig. 93.—Mould for Cylinder Cover.
Cases arise in which top prints cannot conveniently be used. Then the difficulty is often got over by making the bottom print double, or even treble, the usual length, so that it shall form an efficient stay, as well as a guide to the core.
The lengths of these prints and the amount of taper to be given to them vary within wide limits. For bottom p...
Table of contents
- Cover
- Title
- Preface
- Contents
- List of Illustrations
- I.—Foundry Patterns and Foundry Practice
- II.—Jointing-up Patterns
- III.—Finishing Patterns
- IV.—Circular Patterns
- V.—Making Core-boxes
- VI.—Coring Holes in Castings
- VII.—Patterns and Moulds for Iron Columns
- VIII.—Steam-engine Cylinder Patterns and Core-boxes
- IX.—Worm Wheel Pattern
- X.—Lathe-bed Patterns
- XI.—Headstock and Poppet Patterns
- XII.—Slide-rest Patterns
- XIII.—Miscellaneous Patterns and Core-boxes
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Practical Pattern Making by Paul N. Hasluck in PDF and/or ePUB format, as well as other popular books in Architektur & Architekturdesign. We have over 1.5 million books available in our catalogue for you to explore.