
eBook - ePub
Extrusion
The Definitive Processing Guide and Handbook
Harold F. Giles Jr, John R. Wagner Jr., Eldridge M. Mount III
This is a test
Condividi libro
- 636 pagine
- English
- ePUB (disponibile sull'app)
- Disponibile su iOS e Android
eBook - ePub
Extrusion
The Definitive Processing Guide and Handbook
Harold F. Giles Jr, John R. Wagner Jr., Eldridge M. Mount III
Dettagli del libro
Anteprima del libro
Indice dei contenuti
Citazioni
Informazioni sul libro
The second edition of Extrusion is designed to aid operators, engineers, and managers in extrusion processing in quickly answering practical day-to-day questions. The first part of the book provides the fundamental principles, for operators and engineers, of polymeric materials extrusion processing in single and twin screw extruders. The next section covers advanced topics including troubleshooting, auxiliary equipment, and coextrusion for operators, engineers, and managers. The final part provides applications case studies in key areas for engineers such as compounding, blown film, extrusion blow molding, coating, foam, and reprocessing.
This practical guide to extrusion brings together both equipment and materials processing aspects. It covers basic and advanced topics, for reference and training, in thermoplastics processing in the extruder. Detailed reference data are provided on such important operating conditions as temperatures, start-up procedures, shear rates, pressure drops, and safety.
- A practical guide to the selection, design and optimization of extrusion processes and equipment
- Designed to improve production efficiency and product quality
- Focuses on practical fault analysis and troubleshooting techniques
Domande frequenti
Come faccio ad annullare l'abbonamento?
È semplicissimo: basta accedere alla sezione Account nelle Impostazioni e cliccare su "Annulla abbonamento". Dopo la cancellazione, l'abbonamento rimarrà attivo per il periodo rimanente già pagato. Per maggiori informazioni, clicca qui
È possibile scaricare libri? Se sì, come?
Al momento è possibile scaricare tramite l'app tutti i nostri libri ePub mobile-friendly. Anche la maggior parte dei nostri PDF è scaricabile e stiamo lavorando per rendere disponibile quanto prima il download di tutti gli altri file. Per maggiori informazioni, clicca qui
Che differenza c'è tra i piani?
Entrambi i piani ti danno accesso illimitato alla libreria e a tutte le funzionalità di Perlego. Le uniche differenze sono il prezzo e il periodo di abbonamento: con il piano annuale risparmierai circa il 30% rispetto a 12 rate con quello mensile.
Cos'è Perlego?
Perlego è un servizio di abbonamento a testi accademici, che ti permette di accedere a un'intera libreria online a un prezzo inferiore rispetto a quello che pagheresti per acquistare un singolo libro al mese. Con oltre 1 milione di testi suddivisi in più di 1.000 categorie, troverai sicuramente ciò che fa per te! Per maggiori informazioni, clicca qui.
Perlego supporta la sintesi vocale?
Cerca l'icona Sintesi vocale nel prossimo libro che leggerai per verificare se è possibile riprodurre l'audio. Questo strumento permette di leggere il testo a voce alta, evidenziandolo man mano che la lettura procede. Puoi aumentare o diminuire la velocità della sintesi vocale, oppure sospendere la riproduzione. Per maggiori informazioni, clicca qui.
Extrusion è disponibile online in formato PDF/ePub?
Sì, puoi accedere a Extrusion di Harold F. Giles Jr, John R. Wagner Jr., Eldridge M. Mount III in formato PDF e/o ePub, così come ad altri libri molto apprezzati nelle sezioni relative a Technology & Engineering e Industrial Engineering. Scopri oltre 1 milione di libri disponibili nel nostro catalogo.
Informazioni
Part I
Single Screw Extrusion
Outline
1 Extrusion Process
2 Extruder Safety
3 Single Screw Extruder
4 Plastic Behavior in the Extruder
5 Screw Design
6 Processing Conditions
7 Scale-Up
8 Shear Rates, Pressure Drops, and Other Extruder Calculations
1
Extrusion Process
Abstract
The extrusion of polymeric materials to produce finished products for industrial or consumer applications is an integrated process, with the extruder comprising one component of the entire line. In some applications, the production lines are very long with numerous operations, requiring operators to communicate and work together to produce an acceptable finished product. If the extruder temperature profile is set incorrectly, the product ingredients are not properly formulated, the cooling on the extruder feed throat is not running properly, the melt temperature at the end of the extruder is incorrect, the cooling bath temperature is not set correctly, the puller at the end of the line is running at the wrong speed, or any other incorrect operating condition or combinations of conditions exist, the product may not meet customer specifications. Each step in the process adds value; consequently, the product reaches its maximum value at the end of the line. An improper setting at the beginning of the process may cause the product to be unacceptable at the end of the line after significantly more value has been added. Speeds of the different process steps must be matched to ensure product compliance.
Keywords
Blending; Extrusion; Polymer; Raw Material
The extrusion of polymeric materials to produce finished products for industrial or consumer applications is an integrated process, with the extruder comprising one component of the entire line. In some applications, the production lines are very long with numerous operations, requiring operators to communicate and work together to produce an acceptable finished product. If the extruder temperature profile is set incorrectly, the product ingredients are not properly formulated, the cooling on the extruder feed throat is not running properly, the melt temperature at the end of the extruder is incorrect, the cooling bath temperature is not set correctly, the puller at the end of the line is running at the wrong speed, or any other incorrect operating condition or combinations of conditions exist, the product may not meet customer specifications. Each step in the process adds value; consequently, the product reaches its maximum value at the end of the line. An improper setting at the beginning of the process may cause the product to be unacceptable at the end of the line after significantly more value has been added. Speeds of the different process steps must be matched to ensure product compliance.
The extrusion process is shown in Figure 1.1. Polymeric material is received, inspected, and stored. Before extrusion, the polymer may be blended with additives (stabilizers for heat, oxidative stability, ultraviolet stability, etc.), color pigments or concentrates, flame retardants, fillers, lubricants, reinforcements, etc., to produce the desired product property profile. Some resin systems must be dried before extrusion to eliminate polymer degradation due to moisture. Other resins, which do not normally require drying, may have to be dried if they are stored in a cold warehouse and brought into a warm environment, causing moisture to condense on the surface of the pellets, flake, or powder. Once the polymer or blend is properly dried and ingredients mixed, the formulation is fed into the extruder, where it is melted, mixed, and delivered to the die to shape the extrudate. After exiting the die, the product is cooled and solidified in the desired shape and pulled away from the extruder at a constant velocity to attain the appropriate cross-section. Secondary operations, i.e. flame treatment, printing, cutting, annealing, etc. can be done in line after the puller. Finally, the product is inspected, packaged, and shipped.
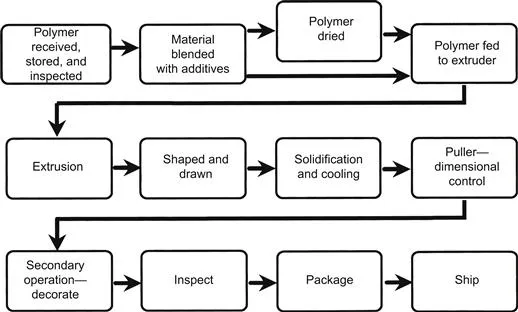
Figure 1.1 Schematic of a basic extrusion process.
The different parts of the process are discussed in more detail in this chapter.
1.1 Raw Material Supply
Polymer resin is shipped in different-sized containers depending on the quantity ordered, the processors' handling and storage capability, and the way the extruder is fed. Small lots are shipped in 50- or 55-lb bags, and large lots are shipped by tanker trucks or rail. Table 1.1 shows the different shipping methods. Plastic pellets can be air or vacuum conveyed around the plant to storage containers or the extruder hopper.
Table 1.1
Plastic Packaging
| Package Size, lb | Type Package |
| 50–55 | Bags |
| 300 | Fiber pack |
| 1000 | Gaylord |
| 4000 | Bulk pack |
| 40,000 | Hopper truck |
| 150,000–220,000 | Rail car |
Pellets conveyed between storage silos, dryers, surge hoppers, and extruder hoppers must be in dedicated or properly cleaned lines to prevent product cross-contamination. All lines must be properly grounded to eliminate static electricity build-up during the resin transfer process.
Raw materials stored in warehouses without environmental controls (lack of heat or cooling) need to be brought to room temperature before extrusion. If the raw material temperatures vary between summer and winter, the polymer melting or softening point in the extruder will occur at a different location, leading to different melt viscosities, extrudate flow, and possible product inconsistency from season to season. Assume the raw material temperature is 50 °F (10 °C) in the winter and 80 °F (26 °C) in the summer. Additional heat must be applied to the raw material during the winter months, either by a hopper dryer, allowing the polymer to come to equilibrium at room temperature, or by adding additional heat in the first zones to ensure the polymer is melting or being plasticated in the transition zone. Due to the insulative nature of polymers, a significant time period is required to heat cold pellets that sat in a cold warehouse or in a cold truck to room temperature.
Storing raw materials in a hot environment over an extended time can lead to consumption of the polymer stabilization package. Most thermal stabilization packages are consumed over time as the polymer is heated. While thermal degradation happens fairly rapidly at elevated temperatures in the presence of oxygen, degradation continues at a slower rate at elevated temperatures (above room temperature but below the melting or softening temperature). Stock should be rotated to minimize long-term thermal degradation.
Many raw materials are accepted from vendors based on a “certificate of compliance”. Good procedures dictate that incoming raw materials be periodically tested and a database of critical polymer properties be established. Most internal extrusion problems are not the result of raw material variations; however, in the event the wrong raw material is used, the processor should be able to identify any raw material inconsistencies immediately to minimize operating losses. Critical raw material properties for a particular application need to be identified and characterized so that incoming materials are tested only for the properties that affect the final part performance. Critical properties may be viscosity, long-term heat aging, color, tensile properties, or other parameters, depending on the particular end-use application.
1.2 Raw Material Blending and Mixing
Depending on the product requirements, some preblending or ingredient mixing may be required before extrusion. (Blending and mixing are covered in more detail in Part 5, “Aux...