![]()
CHAPTER 1
Introduction
The furniture industry in the United States draws on abundant North American forest resources and skilled workers for its basic supplies, flourishing since the landing of the Mayflower as commemorated by a company in Maine that traces its name from the first pilgrim to purportedly touch the New World land. This book discusses the evolution of furniture from a local to a regional and now globally sourced, supplied, and marketed industry, with an extensive network that continues to shift among clustered locations.1 Changes include how as well as where furniture is made, shipped, and sold. Subsequent chapters include a history of this important industry supplying basic as well as luxury commodities and its shifting geography involved in creating and catering to the rise of both a manufacturing and a craft-based middle class.
The second chapter considers the supply chain that pulls components of manufacture and retail together. Chapter 3 examines how the industry operates covers the role of furniture shows and other demand drivers, the impact of new technology reshaping where and how the industry functions, and a typical factory tour. The fourth chapter presents illustrative case studies of major firms operating in the United States, ranging from higher-cost and more hand-crafted “Made Here” firms to highly manufactured foreign direct invested companies, including wood, upholstery, and textile corporations. Countries and strategies of major competitors also catering to the U.S. market are analyzed, along with policies to manage their market impact. The next two chapters consider issues involved in the global extension of this industry, concluding with a summary of the challenges—and opportunities—presented in a time of transition. The remainder of this introductory chapter presents themes such as lean manufacturing, re-shoring, and in-sourcing, which permeate and illustrate points throughout the entire book.
A particular focus of this book falls on the furniture industry’s latest relocations—back to the United States in some cases, and to a broadening range of overseas countries in others—as an overall reflection of the changing geography of manufacturing. An expanding vocabulary regarding international business includes references to moves from “outsourcing” abroad to “re-shoring” (moving business back to the United States) and “in-sourcing” (utilizing U.S. firms for supplies). “Glocalization” refers to a globally located company seeking to appear as if it were a local/domestic firm, for example, by emphasizing its services at the retail location. Originally a Japanese business concept for taking initially local products to a wider market, the business model is modified to fit local preferences and practices. A related popular jingo exhorts individuals to “think local, act global.” Corporations selling products in varied countries and to various ethnicities need to “glocalize” by adapting their portrayal to segmented markets. “Hemispherization”, or “near-shoring”, refers to the practice of moving a business from more distant overseas locations, particularly within Asia, to somewhere in the western hemisphere. This is usually done to reduce time and other uncertainties in shipments. These shifts are detailed later in this chapter. Interest lies with the industry’s mirroring of the U.S. economy and the improvement in its domestic manufacturing picture since bottoming in 2009. An improving domestic market particularly since the year 2011 is shown by positive revenue reports, the number of businesses, employment, exports as well as imports, wages, domestic demand, and a jump in 2012 housing starts, as shown in Figures 1.1 to 1.3.2
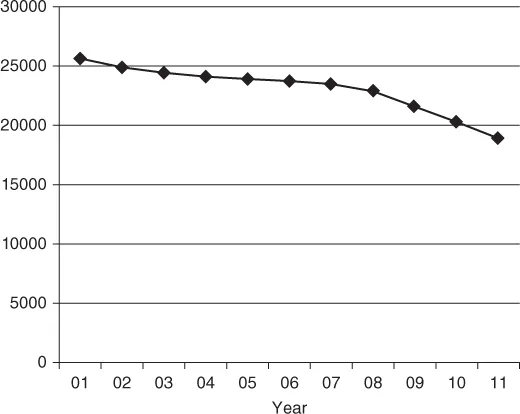
Figure 1.1 Number of U.S. furniture-manufacturing businesses in 2001–2011
A steady decline in the number of firms since the late 1980s, detailed in Chapter 3, dropped off more steeply along with the economy by 2009. The number of private furniture-manufacturing firms dropped from 25,142 in the first quarter of 2002, for example, to a recession recovery figure of 18,251 by the third quarter of 2012, still a noticeable decrease. The number for 2013 remained steady, but by mid-2019 only 9,881 furniture businesses were reported. Looking at only the number of businesses is somewhat deceptive as a measure of economic well-being, however, since mergers and acquisitions, detailed in Chapter 4 on individual firms, reveal the consolidation of the industry into larger corporations—sometimes under very different owners.
In the 5 years from 2014 to 2019 employment in the furniture industry grew 0.6 percent, along with increased revenue. In the same time period, the market size of $27 billion in 2019 reflected a 1.4 percent growth, demonstrating a 1.2 percent faster rise than typical in the overall manufacturing industry. The furniture industry ranked 19th in manufacturing employment by mid-2019.3 Initial recovery credit goes in part to improvements in production processes such as lean manufacturing as well as an overall national economic recovery affecting home purchases that fueled furniture sales as well.
Lean Manufacturing
The change agent winds of Schumpeter’s “gales of creative destruction” blew particularly hard in regions reliant on traditional industries, whether in the automotive firms of the Midwest or in the U.S. furniture industry. These production clusters share a significant position involving older manufacturing regions and historically strong industries. The phenomenon of a slow rate of adoption and diffusion of new forms of work and production organization is similar in such areas, but it can also be influenced by the introduction of ideas from, rather than the physical competitive presence of, foreign manufacturers. The reinvigoration of auto manufacturing in the Midwest occurred in firms that integrated and sustained these new adaptations, illustrated by the collapse of manufacturers who did not do so. The devastation of furniture manufacturing over the past two decades is a well-documented occurrence, with the relocation to Asia of many activities linked to this process commonly attributed to labor cost savings, despite the lack of unionization throughout the generally low-wage South, where furniture manufacturing is concentrated. Far less well known is the Schumpeterian creative response to such economic destruction, discussed below.
The major process model distinguishing surviving from unsuccessful furniture companies is clearly lean manufacturing. Major components discussed below include, in no particular order:
- •cooperative, consultative relationship between employees and managers, customers and manufacturer, and company and suppliers;
- •customization through small batch sets and customer-supplied material;
- •quality over quantity;
- •fast delivery of furniture to customer, and just-in-time delivery of components to factory;
- •cell production model, with workers operating within a painted surface and supplies flowing by delivery of supplies via “water spider” employees pushing carts;
- •strict inventory management, with open storage designed so that inventory remains clearly visible and thus easily adjusted;
- •white boards used to openly chart performance of teams, display problems, and group suggestions for improvements;
- •wage rather than piece-based pay, necessitating cross training;
- •pull rather than push tasks, so work flows smoother with less pile up; and
- •implementation of suggestions decided by mixed teams of workers and managers.
The search for process innovations came from a sales-connected profit decline motivating imitation of a demonstrably successful technique, in the case of furniture leading to “lean manufacturing,” exemplified initially by the Toyota Production System (TPS) in the automobile industry. Adopters are heterogeneous (manufacturers, suppliers, transporters), and subsequent adaptation (hybridization) is a matter of selection by individual firms, reflecting the local firm’s cultural environment. Implementation’s ability relies on the agility of the company (its absorptive capacity) and the commitment of its manager(s). The process improvement system of lean manufacturing (LM) seeks to focus the expenditure of resources on the creation of value for the end customer. Any other time/effort investment is to be eliminated, hence the term “lean.” The historical roots of TPS come from the “Training within Industry” program developed by the U.S. military and Britain’s Spitfire production during World War II, before it traveled to Japan and bounced halfway back to the United States. TPS was first applied in the United States at the United Motors Manufacturing plant, a joint venture between Toyota and General Motors.
The Toyota system’s uniqueness is its primary focus on developing human resources as the foundation of its technical system—a key factor occasionally overlooked by adopters since changing the corporate culture is harder than instituting new procedures. Thorough implementation usually takes several years at best. Toyota’s technical system is often pictured as a house with stability and standardization as the foundation, with specific strategies such as just-in-time (JIT, meaning delivery of assembly components as they are needed) serving as pillars to support the roof and ultimate target of customer satisfaction. Each of these major pieces of the technical system uses the problem-solving skills of the employees to identify and eliminate nonvalue activity, or wastes. The classic “Seven Wastes” are motion, waiting, conveyance, correction, overprocessing, overproduction, and inventory. An eighth waste is often identified as not utilizing human talent.
The stated underlying purpose of the Toyota system is to improve humanity through a product. The main values needed by companies and managers to achieve this are respect for people and continuous improvement. These values are used in the TPS system to yield a higher-quality product with optimum reduction of time, cost, and effort. In the TPS model, management practices are to support the role of labor on the shop floor. Workers are incentivized by recognition and implementation of their suggestions for input into the design, development, and improvement of product and process technology. Kaizen is the Japanese word frequently used to describe the constant search for improvement. Other TPS practices include value stream mapping from suppliers through the production system to promote a continuous flow, reduce the need for inventory, and place a premium on the maintenance of standardized work to achieve quality-level targets. Common components of lean systems include job rotation to foster interest and ability while ensuring that work is accomplished with minimal/nonexistent delays, multiskilling (also called crosstraining) of workers to increase their flexible implementation, small group problem solving to draw on various skills for insights, decentralized decision making, and increased overall employee participation. Most research on TPS implementation concerns auto and electronics sector firms, with a sliding scale of successful adoption between segments of these two industries.
A TPS/LMS priority focuses on optimizing the interrelated flow of production, ideas, and communication. One form of this is kanban, a visual communication method used to trigger replenishment of parts internally and from suppliers. A system of colored cards or labels is often use...