![]()
Chapter 1
The Case for Failure Mode and Effects Analysis
I haven’t failed; I’ve found ten thousand ways that don’t work.
—Thomas Edison
IN THIS CHAPTER
Companies and industries across the globe are cutting costs and shortening development times. Yet high reliability and impeccable safety are essential to customer satisfaction and financial viability. This chapter introduces Failure Mode and Effects Analysis (FMEA), highlights FMEA successes, and illustrates how FMEA improves reliability and safety while reducing warranty costs in a variety of industries. This chapter makes the case for FMEA.
1.1 THE NEED FOR EFFECTIVE FMEAs
One only has to look at past news headlines to see the huge cost of product failures for businesses.
Headline in CNET News:
Microsoft to Extend Xbox 360 Warranty, Take $1 Billion Hit
Microsoft said … it will take a $1 billion charge as it extends the warranty on the Xbox 360, after an investigation showed the game console can be prone to hardware failures.[1]
U.S. Consumer Product Safety Commission:
PC Notebook Computer Batteries Recalled Due to Fire and Burn Hazard
Name of Product: Lithium-Ion Batteries used in Hewlett-Packard, Toshiba and Dell Notebook Computers. Hazard: These lithium-ion batteries can overheat, posing a fire and burn hazard to consumers.[2]
Headline in CNN Money:
Firestone Tires Recalled
Bridgestone Corp. … recalled 6.5 million of its Firestone-brand tires—the second largest tire recall in U.S. history—in response to complaints the tires may be linked to fatal crashes involving sport utility vehicles.[3]
U.S. Consumer Product Safety Commission:
Yamaha Recalls Snowmobiles Due to Loss of Steering Control
Name of Product: 2009 Model Year FX10 Snowmobiles. Hazard: A bolt in the right front A arm can loosen in the suspension/steering system, resulting in the sudden loss of steering control. This poses a risk of injury or death to riders.[4]
Product recalls, in-service warranty problems, and safety issues can ruin the reputation of companies and put them out of business, in addition to the potential harm or loss to consumers. At minimum, they place a huge financial burden on the bottom line. Can FMEA prevent product failures such as these? The answer is “Yes.” FMEAs, when properly performed on the correct parts with the correct procedure during the correct time frame with the correct team, can prevent costly failures before products enter the marketplace. It is far less costly to prevent problems through the proper use of FMEA than to pay for expensive field problems or expensive litigation, and suffer from loss of reputation. Once lost, reputation is very difficult to earn back.
Today, companies face unprecedented worldwide competition through three ever-present challenges: the mandate to reduce costs, faster development times, and high customer expectations for the reliability of products and processes. One of the most powerful tools to meet all three of these challenges is FMEA. Properly done, FMEA will reduce costs by making products more reliable, thus lowering warranty costs and the costs associated with product failures. FMEA will shorten product development times by addressing problems early in the process thus reducing the costly, and time-consuming, test-and-fix treadmill. FMEA will help companies meet customer high expectations for reliability by eliminating or mitigating failures before users or consumers discover them.
Companies already using FMEAs know their value and understand the necessity of doing them. The question is, are the FMEAs being done correctly, with the highest possible quality, and are the powerful results of which they are capable being achieved? Are product designs and manufacturing processes uniformly improving through use of FMEAs? Is field warranty going down? Is rock solid safety being achieved? In business terms, what is the return on investment? This book will enhance the effectiveness of FMEAs where currently in use, and reinforce correct application.
Companies not yet doing FMEAs or that are having questionable results from FMEA programs should take a hard look at the cost of quality and reliability failures. Both should seriously consider implementing effective FMEAs as part of their product development process or quality improvement systems. Those having questionable results need to modify their approach and conduct their FMEAs more effectively, which this book is meant to facilitate.
Most corporate and military applications require some form of FMEA, yet questions persist about the overall effectiveness of FMEA as applied in many companies and organizations today. Today, with good reason, results in FMEA applications are mixed. Few reliability tools elicit stronger responses from quality and reliability professionals than FMEA. As for reactions to FMEA around the virtual water cooler, one may hear comments like “waste of time,” “lack of support,” and “don’t want anything to do with it,” at one end, to “powerful tool,” “effective way to prevent problems,” and “needs to be done across the board,” at the other end. So why is there so much variation in the application of a tool that has been around for many decades? How can results be achieved more uniformly and successfully?
The purpose of this book is to teach clearly and simply the entire subject of FMEAs, including the best practice procedures for doing FMEA projects, the pitfalls, the lessons learned to make FMEAs more effective, and how to implement an effective FMEA process in any company or industry.
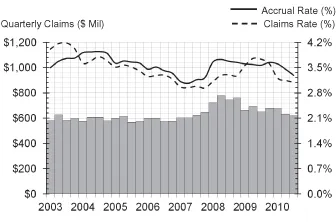
Take the analysis Figure 1.1, which shows the cost of warranty servicing at Hewlett-Packard from 2003 to 2010. The chart is based on actual warranty expenses, which is lost revenue and demonstrates one of the costs of product failures and customer dissatisfaction. As can be seen from the chart, billions of dollars per year were spent servicing warranty claims, averaging over 3% of total sales.[5]
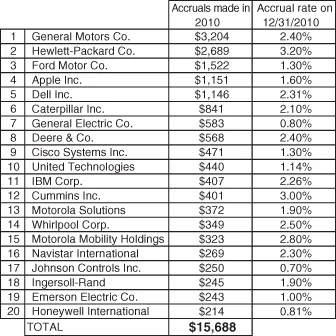
Figure 1.2 shows the warranty costs at the top 20 U.S.-based companies.[6]
It is easily seen that many companies are spending huge amounts of money servicing warranty claims, money that could be much better spent designing higher quality products that result in higher customer satisfaction. FMEA used properly is a highly effective tool for accomplishing this objective. The potential cost savings is enormous.
Well-done FMEAs improve reliability, ensure safety, and reduce risk to organizations. They are an essential part of doing business.
1.2 FMEA APPLICATION BY INDUSTRY
FMEA is a vital task supporting reliability programs in nearly every industry worldwide. Based on a survey of approximately 500 reliability professionals across the globe, FMEA is the most important task in their reliability programs.[7]
The American Society of Quality (ASQ) certifies Six Sigma Black Belt candidates. One of the primary topics in ASQ’s published Six Sigma Certification Body of Knowledge is FMEA.[8]
The automotive industry uses the International Organization for Standardization Technical Specification (ISO/TS 16949:2009) as the quality standard for its suppliers. This standard specifies the precise quality system requirements for suppliers in the automotive sector. FMEA plays a central role in the implementation of this standard.[9]
Advanced Product Quality Planning (APQP) is a framework of procedures and techniques used to develop products in industry, particularly the automotive industry. According to the Automotive Industry Action Group (AIAG), the purpose of APQP is “to produce a product quality plan which will support development of a product or service that will satisfy the customer.” FMEA is a key requirement of APQP.[10]
The Joint Commission Resources (JCR) is a not-for-profit affiliate of the Joint Commission on Accreditation of Healthcare Organizations (JCAHO) and has as its mission “to continuously improve the safety and quality of care in the United States and in the international community through the provision of education and consultation services and international services.” The Joint Commission and JCR were named as the first World Health Organization Collaborating Centre for Patient Safety Solutions. In the JCR publication titled Failure Mode and Effects Analysis in Health Care: Proactive Risk Reduction, it says “FMEA can improve the safety for individuals receiving care by helping to identify failures and near misses and by protecting individuals from harm when, despite an organizations best efforts, failures do occur.” The publication goes on to say, “It can narrow or eliminate gaps in quality and performance and yield improved outcomes. It is easy to learn and enhances organization-wide collaboration and understanding. Simply stated, its use is good business practice.”[11]
A type of FMEA called Hazard Analysis plays a central role in the risk assessment approach required in ISO 14971:2007 for medical devices.[12]
Reliability-Centered Maintenance (RCM) is the analytical process used by most companies to determine preventive maintenance (PM) requirements and ensure safe and cost-effective operations of any system. The core of an RCM project is an FMEA on selected manufacturing or operational equipment.
All branches of the military require FMEAs for joint programs and supplied parts. ...