![]()
1
Process Intensification: An Overview of Principles and Practice
Kamelia Boodhoo and Adam Harvey
School of Chemical Engineering & Advanced Materials, Newcastle University, UK
1.1 Introduction
The beginning of the 21st century has been markedly characterized by increased environmental awareness and pressure from legislators to curb emissions and improve energy efficiency by adopting ‘greener technologies’. In this context, the need for the chemical industry to develop processes which are more sustainable or eco-efficient has never been so vital. The successful delivery of green, sustainable chemical technologies at industrial scale will inevitably require the development of innovative processing and engineering technologies that can transform industrial processes in a fundamental and radical fashion. In bioprocessing, for example, genetic engineering of microorganisms will obviously play a major part in the efficient use of biomass, but development of novel reactor and separation technologies giving high reactor productivity and ultimately high-purity products will be equally important for commercial success. Process intensification (PI) can provide such sought-after innovation of equipment design and processing to enhance process efficiency.
1.2 Process Intensification: Definition and Concept
PI aims to make dramatic reductions in plant volume, ideally between 100- and 1000-fold, by replacing the traditional unit operations with novel, usually very compact designs, often by combining two or more traditional operations in one hybrid unit. The PI concept was first established at Imperial Chemical Industries (ICI) during the late 1970s, when the primary goal was to reduce the capital cost of a production system. Although cost reduction was the original target, it quickly became apparent that there were other important benefits to be gained from PI, particularly in respect of improved intrinsic safety and reduced environmental impact and energy consumption, as will be discussed later in this chapter.
Over the last 2 decades, the definition of PI has thus evolved from the simplistic statement of ‘the physical miniaturisation of process equipment while retaining throughput and performance’ [1] to the all-encompassing definition ‘the development of innovative apparatus and techniques that offer drastic improvements in chemical manufacturing and processing, substantially decreasing equipment volume, energy consumption, or waste formation, and ultimately leading to cheaper, safer, sustainable technologies’ [2]. Several other definitions with slight variations on the generic theme of innovative technologies for greater efficiency have since emerged [3].
The reduction in scale implied by intensification has many desirable consequences for chemical engineering operations. First, the lower mass- and heat-transfer resistances enabled by the reduced path lengths of the diffusion/conduction interfaces, coupled with more intense fluid dynamics in active enhancement equipment, allow reactions to proceed at their inherent rates. By the same token, the more rapid mixing environment afforded by the low reaction volumes should enable conversion and selectivity to be maximized. Residence times of the order of minutes and seconds may be substituted for the hour-scale processing times associated with large conventional batch operations, with beneficial consequences for energy consumption and process safety.
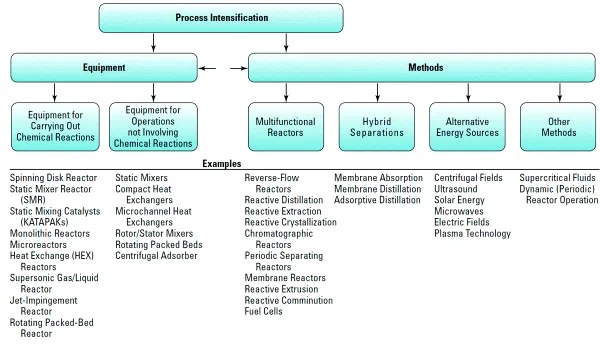
PI covers a wide range of processing equipment types and methodologies, as aptly illustrated in Figure 1.1 [2]. Many of the equipment types classed as ‘intensified technologies’ have long been implemented in the chemical industry, such as compact heat exchangers, structured packed columns and static mixers. More recent developments include the spinning disc reactor (SDR), oscillatory baffled reactor, loop reactor, spinning tube-in-tube reactor, heat-exchange reactor, microchannel reactor and so on. Lately, it has become increasingly important for the chemical processing industries not only to remain cost competitive but to do so in an environmentally friendly or ‘green’ manner. It is fitting, therefore, that many of the processes based on the PI philosophy also enable clean technology to be practised. For instance, high selectivity operations in intensified reactors will on their own reduce or ideally eliminate the formation of unwanted byproducts. Combining such intensified reactors with renewable energy sources such as solar energy would give even greater impetus to achieving these green processing targets.
1.3 Fundamentals of Chemical Engineering Operations
1.3.1 Reaction Engineering
Reactor engineering starts with the simple mass balance:
Where ‘Made’ is the rate at which a species is created or lost by reaction. The rate of this reaction in a well-mixed system is governed by the reaction kinetics, which depend only upon the concentrations of species and temperature. However, not all systems are well mixed, particularly at larger scales, and mixing can be rate-determining. The different degrees and types of mixing are introduced in Section 1.3.2. The ‘Accumulated’ term will be zero for continuous reactors running in steady state, but will be of interest during start-up or shut-down. Determining the rate at which species are created or destroyed in a reactor requires knowledge of mixing, reaction kinetics and heat transfer. Once these are known they can be input into a reactor model. An important part of this model for continuous reactors (as most intensified reactors are) is the residence time distribution (RTD), which is the probability distribution for the length of time elements of fluid will spend in a given reactor design. It can be envisaged as the response to the input of an infinitely narrow pulse of a tracer. All real reactors fall between two extreme cases: the plug flow reactor (PFR) and the continuously stirred tank reactor (CSTR).
1.3.1.1 Plug Flow Reactor
‘Plug flow’ refers to fluid flowing in discrete ‘plugs’; that is, without interaction between the elements. The RTD of a perfect PFR is infinitely thin. Any input tracer pulse to the reactor will remain unchanged, as shown in Figure 1.2.
Real PFRs have symmetrical Gaussian RTDs centred on the mean residence time, the breadth of the RTD decreasing with increasing proximity to ideal plug flow. In practice, this is usually achieved by ensuring a high level of turbulence in the flow, as this produces a flat velocity profile. The most conventional form of PFR is a tubular reactor in very turbulent flow. However, there are many variations on this basic form, and other ways of achieving plug flow. Chapters 3 and 5 cover examples of unconventional, intensified PFRs.
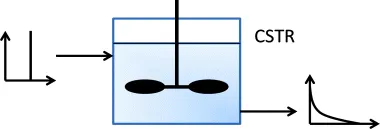
1.3.1.2 Continuously Stirred Tank Reactor
The CSTR is, at its simplest, a batch-stirred tank to which an inflow and outflow have been added (of equal flow rate, when at steady state). To determine the RTD of such a reactor, we must picture a pulse of fluid entering it. A ‘perfect’ CSTR is perfectly mixed, meaning that fluid is uniformly dispersed the instant it enters the reactor. The outflow is at the same concentration of tracer as the bulk of the reactor. Tracer will initially flow out at this concentration, while being replaced with fluid containing no tracer; that is, the tank gradually becomes diluted, and the concentration in the outflow decreases. This leads to a monotonic decrease in concentration, which can be shown to follow an exponential decay (Figure 1.3).
1.3.1.3 The Plug-Flow Advantage
A CSTR's RTD is generally not desirable, as, for a given desired mean average residence time:
- Much of the material in the reactor will spend too long in the reactor (due to the long tail in the RTD) and will consequently be ‘overcooked’. The main problem with this is that it allows competing reactions to become more significant.
- Much of the material will be in the reactor for less than the desired residence time. It will therefore not reach the desired level of conversion.
The CSTR can thus lead to increased by-product formation and unsatisfactory conversion. In contrast, plug flow means that each element of fluid experiences the same processing history: each spends exactly th...