![]()
Chapter 1
Biotribology of Total Hip Replacement: Metal-on-Metal Articulation 1
1.1. Introduction
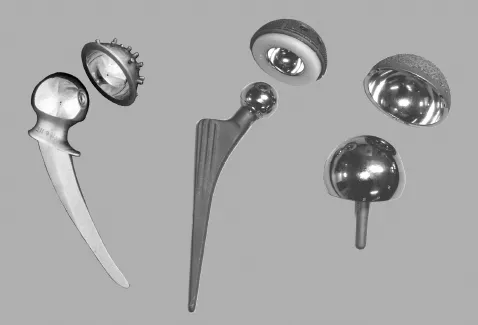
All structures of the human body undergo a natural process of aging over the course of life. This includes articular cartilage. Extreme wear of articular cartilage of the hip joint can be disabling and require treatment. The reconstruction of joint function by means of a hip joint replacement (see Figure 1.1) has been described as one of the most successful medical procedures [BER 05]. Most patients regain functionality of their affected joint within a brief period after a surgical intervention. Worldwide, about one million artificial hip joints are implanted annually.
The bearing surfaces of implants are subjected to friction and wear. Particles produced in the contact area between bearing partners are released into the tissue surrounding the implant. These particles can provoke inflammatory tissue reactions, which can result in bone loss. Massive bone loss around an implant jeopardizes the fixation of the implant and results in loosening. This process, referred to as aseptic loosening, necessitates surgical revision of the implant. The frequency of revisions has increased dramatically in recent years.
Currently, one out of five artificial hips is subjected to revision within 15 years [KÄR 08]. Revision surgeries are complicated, risky and expensive, and revised implants are generally less successful than primary implants.
The recent rise in the use of joint replacements in young and active patients demands a drastic increase in implant durability. The selection of suitable materials plays an important role in the pursuit of this goal.
Currently, three main classes of materials are being used in hip replacements: ceramics, metals and polymers. The ceramics category includes aluminum oxide ceramics and zirconia-toughened alumina ceramics. The polymer category is dominated by ultra-high molecular weight polyethylene (PE), both in its conventional and cross-linked (X-PE) forms. Cobalt-chrome-molybdenum alloys (CoCrMo) make up the metal category.
These materials can be combined in several ways and are generally classified in hard-soft and hard-hard combinations. Hard-soft combinations consist of a metal or ceramic head paired with a PE or X-PE cup. Hard-hard combinations pair up two ceramic components (ceramic-on-ceramic) or two metal components (metal-on-metal). Hard-soft combinations are currently the most common. The prevalence of metal-on-metal bearings is however rising, in part due to their popularity among young and active patients.
1.2. Historical development of metal-on-metal bearings in total hip replacements
Total hip replacements took off around the world after the introduction of PE as a bearing material by Sir John Charnley in the 1960s [CHA 61]. While Charnley was developing PE on metal bearings, others were experimenting with metal-on-metal combinations. Most early developments took place in Great Britain. The McKee-Farrar prosthesis was implanted for the first time in 1950, followed by the Stanmore prosthesis in 1963 and the Ring prosthesis one year later [AMS 96]. The McKee-Farrar prosthesis (see Figure 1.1) was the most widely used metal-on-metal bearing in the 1960s and early 1970s [AMS 01]. The early success of these metal-on-metal bearings was, however, limited by a high and unacceptable failure rate [VIS 87]. Promising results of Charnley’s PE bearing and the problems surrounding metal-on-metal bearings caused the latter to virtually disappear. McKee-Farrar ceased to implant his device after 1972 and PE bearings became the gold standard [AMS 96].
Aseptic loosening, which has been associated with PE particles, and the comparatively low wear of metal-on-metal bearings encouraged Müller and Weber in 1988 to bring a second generation of metal-on-metal bearings to the market (see Figure 1.1) [WEB 96]. The Swiss company Sulzer (now Zimmer) offers this bearing under the name Metasul® to a worldwide market. To date, more than 200,000 Metasul® devices have been implanted [TIP 05].
Since the introduction of the second generation, metal-on-metal bearings have been on the rise. Over the past few years, many developments have contributed to continuous improvement and third generation implants are now in use. An example of recent advances is metal-on-metal hip surface replacements (see Figure 1.1).
1.3. Design and materials
1.3.1. Implant geometry
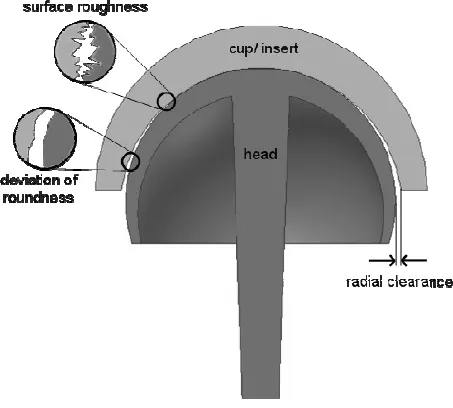
Figure 1.2 is a schematic cut through a metal-on-metal surface replacement. Ideally, head and cup are two ball-shaped elements with slightly differing diameters. The small space between head and cup is referred to as radial clearance. No surface, no matter how well polished, is completely smooth and flat. The head and cup therefore deviate slightly from perfect spheres, resulting in deviations of roundness. The roughness of an implant surface is specified by the mean roughness, calculated as the arithmetic mean of absolute values. Geometric indicators used to characterize bearing partners include diameter, clearance, deviation of roundness and surface roughness.
1.3.2. Manufacturing methods and metallurgy
Co28Cr6Mo is the most widely used alloy in metal-on-metal bearing material due to its good wear properties and high corrosion resistance. Traces of nickel, manganese or iron are also sometimes included. Two chemically virtually identical — but in their mechanical properties different — cobalt alloys are in use. Based on their manufacturing methods, these alloys are classified as wrought (ISO 5832-12, ASTM F1537) and cast (ISO 5832-4, ASTM F75) materials. In addition to the manufacturing method, carbon content critically influences metallurgical properties and microstructure. In this context, materials are classified as low carbon (lc, < 0.15%) and high carbon (hc, ≥ 0.15%).
1.3.2.1. CoCrMo wrought alloys (ISO 5832-12, ASTM F1537)
This alloy is used to manufacture hip replacement components through mechanical treatment or serves as a raw material for thermomechanical forming.
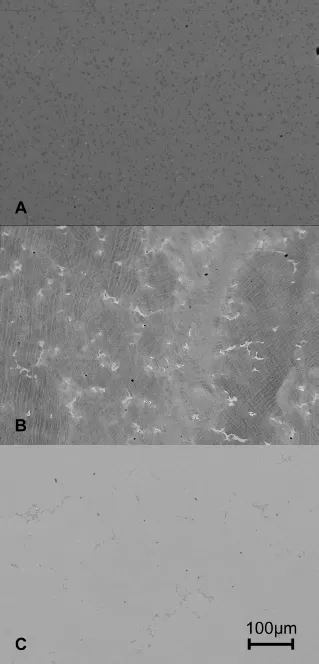
The microstructure is comprised of approximately 15–20 μm sized grains and at low carbon contents is monophasic and purely austenitic (face-centered cubic, fcc) [STR 96]. Increasing carbon content gives rise to chromium and molybdenum carbides, which results in a biphasic structure [LEE 06] (see Figure 1.3-A).
Carbides of the type M23C6 and M7C3 are about five times harder than an austenitic matrix [STR 96, LEE 06, SCH 96]. They are relatively small (approx. 3 μm) and regularly dispersed [STR 96, TIP 05]. Th...