A Review of the Alumina/Ag-Cu-Ti Active Metal Brazing Process is based on the PhD thesis entitled "The Effects of Alumina Purity, Ticusil® Braze Preform Thickness and Post-grinding Heat Treatment, on the Microstructure, Mechanical and Nanomechanical Properties of Alumina-to-Alumina Brazed Joints" which was awarded by Imperial College London's CASC Steering Group as the 2017 recipient of the Professor Sir Richard Brook Prize (sponsored by Morgan Advanced Materials plc) for Best Ceramics PhD Thesis in the UK. It focusses on the alumina/Ag-Cu-Ti system to cover the active metal brazing of ceramics, variables involved in the process, and the effects of these variables on wetting, interfacial reaction layer formation, and joint strength. The comprehensive review brings together findings from the literature into one place, and presents key concepts in a concise and easy- to-read manner.
- 248 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
A Review of the Alumina/Ag-Cu-Ti Active Metal Brazing Process
About this book
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Subtopic
Materials Science1 Introduction
1.1 Joining of Alumina
Polycrystalline alumina (Al2O3, aluminium oxide in its crystalline form corundum) has been the most commonly used material in ceramic-to-ceramic and ceramic-to-metal joining studies (Locatelli et al., 1997). Alumina as an engineering ceramic was first developed in the 1940s as an insulator for spark plugs in aircraft piston engines (Foley and Anders, 1994). In the 1950s, alumina was used in ceramic-to-metal joining for the development of vacuum envelopes. These new alumina tubes that replaced glass provided higher bake-out temperature capabilities, better mechanical strength as well as the ability to handle greater electrical power (Mizuhara and Huebel, 1986).
In the 1980s, major efforts were undertaken to use ceramics in structural applications, which had significant tensile and multiaxial stresses. Automotive manufacturers considered ceramics such as alumina as potential candidates to replace power-consuming cooling systems in engines with higher efficiency. Due to their high hardness and wear resistance properties, alumina ceramics were also candidates for use in the manufacture of other automotive parts such as cylinders, pistons, caps and wear pads (Moorhead and Keating, 1986) (see Appendix 1).
The inherent brittleness of ceramics such as alumina, however, made it challenging and uncertain as to whether these materials could actually withstand the high stresses exhibited in demanding industrial applications. Ceramic-to-metal joining, therefore, was seen as a potential solution to exploit the desirable properties of ceramics, in an industrial context, using a wide range of joining technologies which have been summarised in the literature (Bahrani, 1992; Gauthier, 1995; Fernie et al., 2009). Brazing was seen as one of the industrially preferred joining methods which could enable the formation of strong, hermetic and reliable ceramic-to-metal joints.
1.2 Brazing of Ceramics
One of the preferred industrial methods for joining ceramics is brazing, whereby a braze alloy is melted on a ceramic surface at high temperatures (>450°C). The two most critical problems in this process include the poor wetting of chemically inert ceramic surfaces by metallic braze alloys and thermally induced residual stresses generated by a coefficient of thermal expansion (CTE) mismatch at the joint interfaces. Active metal brazing (AMB) can be used to overcome these challenges.
1.3 Active Metal Brazing of Ceramics
AMB is a single-step liquid-state joining process (usually conducted in vacuum), whereby a braze alloy that contains a highly reactive element such as titanium (Ti), hafnium (Hf) or zirconium (Zr), can wet an otherwise chemically inert ceramic surface (Eustathopoulos, 1998) (see Section 2.1.1). The reactive element can reduce and chemically bond with the ceramic surface, which is usually an oxide, carbide, nitride or silicide, resulting in the formation of a reaction layer at the joint interface. This adds a higher degree of metallic character to the ceramic surface enabling the braze alloy to wet and spread effectively (see Section 2.1.3). The reaction layer can also provide a gradual transition in the CTE mismatch across the joint interface thereby reducing thermally induced residual stresses (Moorhead et al., 1987) (see Section 2.1.5). An optimum reaction layer thickness exists, however, since it is usually a brittle phase; hence, an excessively thick reaction layer may weaken the joint interface and degrade the strength of the joint.
The simple addition of a highly reactive element in the formulation of an active braze alloy (ABA), therefore, makes the AMB of ceramics a relatively simple and cost-effective joining technique (Asthana and Singh, 2008; Ghosh et al., 2012). Therefore, the AMB process is referred to as a suitable joining technique for the mass production of brazed ceramic parts (Paulasto and Kivilahti, 1998).
1.4 Variables in Active Metal Brazing
This work has identified that variables in the AMB process, which can affect the strength of the ceramic brazed interface may be divided into three main categories: (i) Variables which can influence the properties of the ceramic material, (ii) Variables concerning the design of a suitable ABA and (iii) Process parameters in AMB experiments (Figure 1.1).
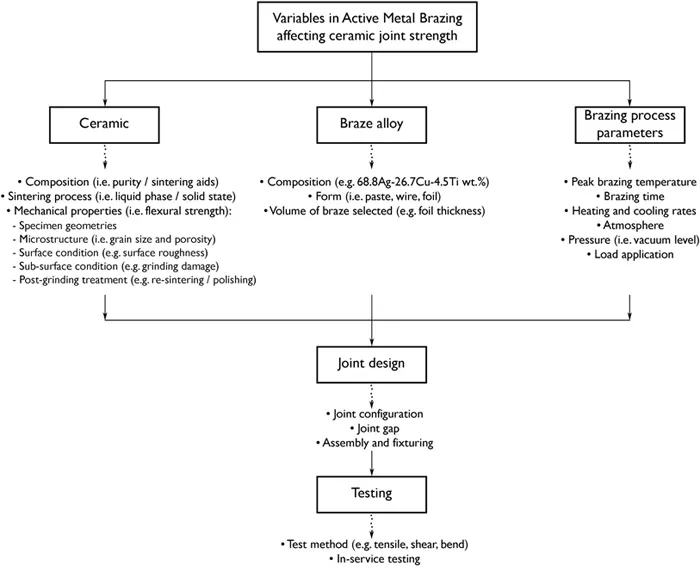
FIGURE 1.1 Variables in the active metal brazing process which can affect the strength of the ceramic/braze joint interface.
Interdependencies between some of the variables shown in Figure 1.1 can directly influence each other; for example, a given mechanical testing method may determine the geometries of parts to be joined as well as the braze preform dimensions, and thereby the design of a brazing fixture. Similarly, the composition of a braze alloy, which depends on the type of ceramic to be brazed, may determine the peak brazing temperature selected in the brazing cycle. These interdependencies between variables in the AMB process can make the formation of reliably strong joints a relatively complex task.
Discrepancies in the results of similar ceramic brazing studies in the literature may be due to variations in the experimental methodologies adopted with incoherent considerations of interdependencies between the variables. Reliability in the formation of strong joints may be improved, therefore, by identifying the predominant effects of each variable in the AMB process (shown in Figure 1.1), including those variables less commonly studied, on the reactive wetting process, reaction layer formation and ultimately joint strength. This is discussed further in Section 2.
1.5 The Alumina/Ag-Cu-Ti System
The alumina/Ag-Cu-Ti system has been established in the literature as a model system against which the effects of variables in the AMB process and on the development and testing of other ceramic/braze systems have been compared (Lin et al., 2001; Mohammed Jasim et al., 2010; Peytour et al., 1990; Shiue et al., 2000; Valette et al., 2005; Vianco et al., 2003).
This work has focussed on the alumina/Ag-Cu-Ti system in an attempt to clarify the direct effects of variables in the AMB process, based on the literature. This has helped to identify variables in the AMB process, which have not previously been widely investigated or reported. Some of these, namely, (i) alumina purity, (ii) braze preform thickness and (iii) post-grinding heat treatment, have subsequently been explored in this work.
Findings based on the literature and from investigative work may not only help to improve understanding of the alumina/Ag-Cu-Ti system, but may also be helpful in the development and/or refinement of other ceramic/braze systems.
The alumina/Ag-Cu-Ti system is the most established system in the AMB of ceramics owing to the fact that alumina is the most commonly used advanced ceramic material and Ag-Cu-Ti braze alloys are the most commonly used ABAs (Lee and Rainforth, 1994; Phillips, 1991; Verband der Keramischen Industrie, 2004).
1.6 Ceramic-to-Ceramic Joining
This study has focussed on ceramic-to-ceramic joining, as opposed to ceramic-to-metal joining, in order to review the effects of variables in the AMB on the strength of the ceramic/braze interface.
The current state-of-the-art in ceramic-to-metal joining still requires the undertaking of systematic experiments in order to aid understanding of the joining mechanism and the optimisation of joint strength and reliability. In the earlier stages of developing or refining a ceramic-to-metal system, the effects of a given variable in the AMB process may be more easily understood by performing brazing trials and thereafter analysing the ceramic/braze interface in ceramic-to-ceramic joints (Conquest, 2003; Mizuhara and Huebel, 1986).
The effects of variables in the AMB process may be more clearly observed in ceramic-to-ceramic joints due to the elimination of additional chemical reactions associated with the braze/parent metal interface as in ceramic-to-metal joints (Kozlova et al., 2010; Valette et al., 2005; Vianco et al., 2003). In ceramic-to-ceramic joining, chemical reactions are limited to those which are fundamental to the formation of chemical bonds at the relatively weaker ceramic/braze interface.
The interfaces of ceramic-to-ceramic brazed joints can exhibit significantly lower residual stresses than the interfaces of ceramic-to-metal brazed joints. Differences in the CTE and elastic modulus between ceramics and metals coupled with the limited fracture toughness of ceramics can cause rupture of a brazed joint upon cooling from the brazing temperature (Figure 1.2). The inherent symmetry of a ceramic-to-ceramic brazed joint may provide a more uniform stress distribution thereby enabling greater probability in clearly evaluating joint strength and drawing relationships to variables in the AMB process.
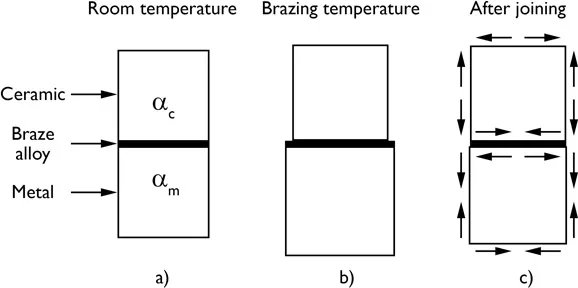
FIGURE 1.2 The development of residual stresses (indicated by arrows) in a ceramic-to-metal brazed joint at (a) room temperature, (b) brazing temperature and (c) after joining (Adapted from do Nascimento et al. 2003).
The benefits of ceramic-to-ceramic joining are not only limited to the early stage development of ceramic-to-metal systems. Applications for ceramic-to-ceramic brazed joints, commonly reported in the literature, include those whereby reduction in the expense of machining complex ceramic parts is enabled by the joining of simpler-shaped ceramic parts together (Ghosh et al., 2012; Hahn et al., 1998; Paiva and Barbosa, 2000; Rohde et al., 2009; Yang et al., 2012).
1.7 Industrial Applications and Market Size
Alumina dominates the global advanced ceramics market. It is relatively inexpensive to manufacture owing to the abundantly available mineral bauxite, from which it is produced via the Bayer method (Boch and Niepce, 2007; Heiman, 2010). Three of the largest bauxite reserves are in Guinea, Australia and Brazil and are each estimated to contain 7.4, 6.5 and 2.6 billion tonnes, respectively (Statista, 2014).
Refractoriness, electrical insulation, wear- and corrosion-resistance are desirable properties of alumina which have made it suitable for use in a wide range of applications including abrasives, protective linings, endoprostheses and electronic circuit packaging.
In 1986, the global engineering ceramics market was estimated to be worth £3 billion (Bahrani, 1992). In 2015, this had grown to an estimated worth of £38.4 billion with a forecasted compound annual growth rate of ~6% to 2020 (Profound, 2014). In 2015, alumina was reported to represent nearly 46% of the global advanced ceramics market (Markets and Markets, 2015) with a total estimated global production of 10 million tonnes for the purpose of manufacturing ceramic parts (Heiman, 2010).
Since the late 1990s, the reliability of ceramic processing techniques has been improved considerably and this has coincided with a surge of interest in the use of advanced ceramics for a wide range of applications (Fernie et al., 2009).
Brazed joints made using alumina ceramics are commonly used in ultra-high vacuum coaxial feedthroughs (Figure 1.3). These vacuum feedthroughs, used in signal transmission, particle physics, thin film deposition and ion beam applications, make use of the dielectric properties of alumina which provides high-voltage insulation with little signal attenuation. These brazed components can be inexpensive to manufacture via AMB and perform well to meet the demands of these applications.
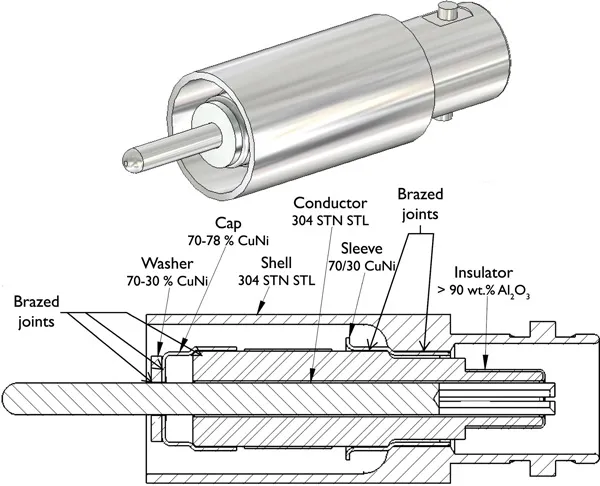
FIGURE 1.3 An ultra-high vacuum BNC design coaxial feedthrough with a grounded shield produced via the active metal brazing of alumina (Courtesy of CeramTec).
Recently, alumina has been considered for use in the ultra-high vacuum chambers of rapid cycle proton synchrotron machines since it can minimise eddy current losses in rapidly varying magnetic fields while also maintaining good flexural strength (Yadav et al., 2014). Joining of multiple alumina tube segments through the formation of alumina-to-alumina brazed joints is reported to be highly efficient since manufacturing the entire chamber length using conventional ceramic processing techniques is neither practical nor commercially viable.
2 Literature Review
2.1 Introduction
This review compares findings from literature studies concerning the AMB of alumina using Ag-Cu-Ti braze alloys. The primary objective is to derive how variables in the AMB process can affect wetting, microstructure (of the reaction layer and braze interlayer) and joint strength in the alumina/Ag-Cu-Ti system. Most studies cited have focussed on how the braze alloy composition, brazing temperature and brazing time can affect interfacial chemistry and joint strength. Studies relating to other less obvious variables; for example, the volume of Ag-Cu-Ti braze selected and its effects on the microstructure and mechanical properties of alumina-to-alumina and alumina-to-metal brazed joints, have been less widely reported. Furthermore, few studies have investigated how the purity of alumina or its surface con...
Table of contents
- Cover
- Half Title
- Title Page
- Copyright Page
- Table of Contents
- Preface
- Acknowledgements
- Author
- Abbreviations
- Chapter 1 Introduction
- Chapter 2 Literature Review
- Chapter 3 Experimental Methods
- Chapter 4 Alumina Ceramics
- Chapter 5 Microstructural Evolution
- Chapter 6 Joint Performance
- Appendix 1: Advanced Ceramics Definition
- Appendix 2: Macro Images of Brazed Joints
- Appendix 3: Four-Point Bend Testing
- Appendix 4: Surface Roughness Measurements
- Appendix 5: Brazing Fixture
- Nomenclature
- References
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access A Review of the Alumina/Ag-Cu-Ti Active Metal Brazing Process by Tahsin Ali Kassam in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Materials Science. We have over 1.5 million books available in our catalogue for you to explore.