First published in 1989. The EFC, incorporated in Belgium, was founded in 1955 with the purpose of promoting European co-operation in the fields of research into corrosion and corrosion prevention. In 1986 the EFC Working Party on Nuclear Corrosion was reorganised with the objective of concentrating on nine topics of relevance to the nuclear power industry. The group of experts in the Working Party. The new structure of the Working Party is based on the following topics: - Pressurised Water Reactors - Boiling Water Reactors - Fuel Elements (Cladding) - Advanced Gas Reactors - High Temperature Reactors - Liquid Metal Fast Breeders - Fusion Reactors - Reprocessing - Waste Management (Disposal). The first meeting of the Working Party following the restructuring was on the occasion of EUROCORR '87 in Frankfurt. The present volume has therefore been prepared and represents Number One in the series of EFC publications.
eBook - ePub
A Working Party Report on Corrosion in the Nuclear Industry EFC 1
- 64 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
A Working Party Report on Corrosion in the Nuclear Industry EFC 1
About this book
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Subtopic
Engineering General1 Corrosion in Pressurized Water Reactors
J. -Ph. Berge
Electricité de France, Service de la Production Thermique, Groupe des Laboratoires Carrefour Pleyel - 21, Allée Privée F-93206 Saint-Denis Cedex 01
For many years now, in response to the multiple types of corrosion-induced damage encountered in PWR components, a major R & D effort has been underway to determine the best materials, fabrication processes, and operating conditions with which to combat corrosion phenomena.
From the plant operator’s viewpoint, corrosion is a source of costly inspections, repairs, and outages. Above all, it poses a potential threat to reactor safety, particularly when the reactor coolant pressure boundary is affected.
This paper does not address fuel cladding corrosion problems, covered by Dr. Leistikow, or conventional island components. Though corrosion damage has been detected in condenser tubes, turbine rotors and nozzle rings, generator binding bands, and steam/feedwater systems, these cases are not specifically “nuclear” in nature and are covered by other groups in the European Federation of Corrosion.
For the purposes of this paper, corrosion effects will be classified according to the three groups of materials affected:
– austenitic stainless steels (piping and reactor internals);
– heat exchanger materials (steam generators in particular);
– high-strength materials (bolting, hardfacing surfaces).
For each group of materials, we shall present examples of corrosion damage, R & D efforts and resultant improvements, and remaining problems with respect to plant reliability and safety.
Finally, we shall discuss in a fourth part of this presentation corrosion products conveyed through the reactor coolant system – whose consequences on operating and maintenance personnel dose rates are significant.
STAINLESS STEELS IN REACTOR COOLANT AND AUXILIARY SYSTEMS AND REACTOR INTERNALS
Austenitic stainless steels -the most widely used materials in these systems- have experienced two types of problems:
– Incidents resulting from accidental contamination, particularly by halogenated products. Stress corrosion has been observed in the presence of chlorides produced by high-temperature decomposition of synthetic products. The solution lies in tighter cleanness control and stringent specifications for solvents, paint, grease, etc.
– Concentrated boric acid, even at room temperature, can attack stainless steel pipe in the presence of oxygen. Welds that are sensitized to intergranular corrosion are particularly susceptible to this form of deterioration.
A further type of corrosion observed recently and resulting in mostly transgranular cracks is currently under investigation in the laboratory. This form of attack occurs in the presence of concentrated boric acid at temperatures of 100 to 300° C, even though no other impurities, such as halogenated compound, are present.
This phenomenon has been found to affect stainless steels, high-nickel alloys and high-strength alloys.
Further research, however, will be required to determine the exact conditions associated with this type of corrosion and to understand the mechanism involved. A relationship, however, has already been shown to exist between the combined presence of boric acid and chlorides and the occurence of cracking.
STEAM GENERATORS AND OTHER HEAT EXCHANGERS
In terms of the diversity of types of damage, the amount of applied research that it has generated, the debate that has surrounded the results obtained since 1959, and, more recently, its practical repercussions corrosion of steam generator tubes poses problems on a scale rarely seen in an industrial context.
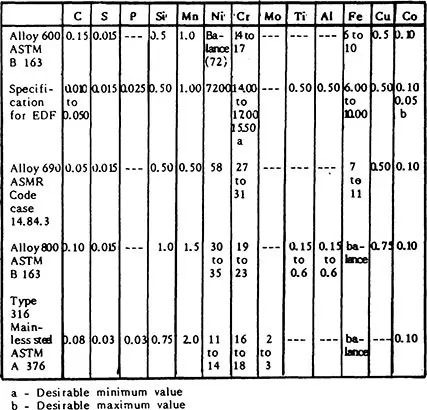
The table above shows the materials of construction used by various vendors. The mechanical properties, thermal characteristics and chemical composition of these materials are described elsewhere (Ph. Berge – J.R. Donati – Nuclear Technology – Vol. 55 Oct.81). In response to potential corrosion risks or to actual corrosion problems, new materials and fabrication processes have been adopted and system operating parameters adjusted accordingly, e.g. through water chemistry control. At the same time, new causative agents have been identified.
– Secondary side stress corrosion cracking, attributable typically to a strongly alkaline environment resulting from boiling of slightly contaminated water in crevice locations, or to decomposition of trisodium phosphate used for secondary water treatment.
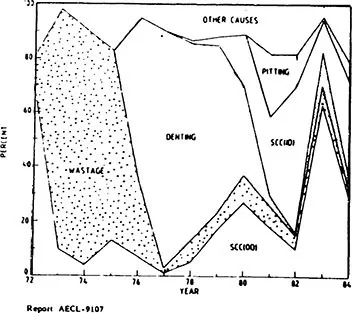
– Localized chemical attack from acid phosphate residues (wastage).
– Buildup of magnetite in tube-to-tube support plate annuli (denting) in cases where phosphate treatment has been discontinued to resolve previous problems, giving rise to concentrations of unbuffered acidic chloride solutions in crevices.
– Primary side stress corrosion cracking of the most widely used material, Inconel Alloy 600 containing 70 % nickel. This phenomenon was reported in 1959 and was a subject of debate for almost 20 years before the first serious consequences -cracking in highly stressed regions of Alloy 600 tubes- were observed.
Most secondary side and support plate corrosion problems can be resolved by stringent waterchemistry control.
However, water chemistry is generally not a significant factor in primary side cracking of structurally susceptible Alloy 600. To eliminate this type of degradation and determine the presence or extent of damage, a number of measures have been implemented:
– In plants currently under construction, Alloy 600 has been replaced by Alloy 690 or the earlier Alloy 800. Advantages and disadvantages of these materials have been discussed elsewhere.
– In plants built over the past ten years, the structure of Alloy 600 was improved and residual stresses from bending and straightening operations reduced by a final vacuum heat treatment for 15 hours at about 700°C.
– In operating plants that experienced cracking in regions subject to high levels of residual stress, such as small-radius bends and expanded tube-to-tubesheet joints, the former have undergone stress relieving heat treatment, while the latter have received a prestressing treatment by shot peening.
Although the large number of cracked tubes in a single component might seem to constitute a threat to plant safety, examination of tube samples and laboratory tests have shown that cracks in the roll transition at the upper surface of the tubesheet are axially oriented. It has also been demonstrated that, even in the event of secondary side depressurization, these cracks will result in primary-to-secondary leakage before growing to a size likely to cause a significant tube failure.
Analyses are performed to determine exceptional cases, where this “leak before break” criterion might not apply because of fabrication anomalies, and tubes are plugged accordingly as a preventive measure.
To conclude, it seems probable that, thanks to R & D programs, future reactors will be spared the above corrosion problems, provided that rigorous water chemistry control is maintained and that the necessary material and design modifications are introduced.
As far as our understanding of the various corrosion mechanisms is concerned, tests in sodium hydroxide solutions and pure water have demonstrated the significance of temperature and metallurgical structure. However, there are variations in behavior between the different alloys that are not yet understood, and further investigation, particularly with respect to grain boundary creep, will be required to explain the effects observed and predict the behavior of other alloys.
BOLTING MATERIALS
Various types of bolting material corrosion have been observed under service conditions.
– Corrosion of valve and seal assembly bolting due to boric acid buildup following reactor coolant leakage.
Under these conditions, low alloyed steel bolting is heavily corroded by boric acid, while stainless steels resist generalized corrosion. But a comprehensive study of the various materials with an austenitic matrix showed almost all of them to be susceptible to stress corrosion cracking at 300–350° C in a 40 % solution of boric acid. This phenomenon is very similar to the stress corrosion cracking of stainless steels in concentrated boric acid discussed above.
Here again, the corrosion mechanism is not yet fully understood and, in the absence of a reliable solution, the condition of bolting materials must be monitored.
– Primary fluid stress corrosion cracking of Alloy X 750 guide tube support pins and bolts :
Numerous failures due to this type of corrosion -predicted by laboratory tests in the 1960s- have been reported. The mechanisms involved appear to be similar to those resulting in cracking of Alloy 600. In this case, too, the solution lay in modifying the metal structure by an appropriate heat treatment resulting in fine precipitation of chromium carbide at grain boundaries to improve corrosion resistance in pure water and sodium hydroxide, and in reducing stress levels by modifying part geometry or tightening torque.
HARD FACING ON RUBBING SURFACES (VALVES)
Deterioration of hard facing alloys has also been observed in some cases. This type of corrosion can result not only in loss of leaktightness or binding (e.g. in valves), but also in elevated dose rates from cobalt-60 released into the reactor coolant system, since most hard facing alloys are cobalt-based. During pickling or exposure to borated water, corrosion can occur in zones depleted in chromium through excessive carburizing when the hard facing was deposited.
CORROSION PRODUCTS
A considerable research effort is currently being devoted to determining optimum reactor coolant chemistry (injection of lithium hydroxide) when the concentration of boric acid is adjusted to compensate for core reactivity variations. A number of measures have been considered to minimize the quantity of oxides released by system components and to avoid transport of corrosion products, which can become activated by contact with fuel elements and accumulate at various locations in the system. These include maintaining constant pH, selection of optimum pH, and end-of-cycle pH adjustments. Water chemistry specification must also consider the risk of damage to the fuel cladding, in the event of local boiling, and to other system components.
An understanding of transfer mechanisms, painstaking laboratory analyses, and comparison of detailed reports from operating plants should indicate the best water chemistry specifications to deal with this problem. In addition, the elimination of cobalt alloys and a reduction of average trace values of cobalt in structural materials should have a significant impact on corrosion product activation problems.
CONCLUSION
Over the 25 years since the first PWR nuclear power plants came into service, numerous corrosion problems have been encountered in various components. Solutions to date have relied on an increased understanding of the mechanisms involved, adherence to good practice in material selection and fabrication, and stringent compliance with water chemistry specifications. Certain operators are still paying now for the failure to observe these principles in the past. In this domain, as in many others, numerous problems could have been avoided by closer collaboration between research laboratories and plant constructors or operators.
2 Corrosion Problems in Boiling Water Reactors and their Remedies
B. Rosborg
The author is Manager of the Department for Materials Technology at Studsvik AB, Sweden.
SYNOPSIS
This article briefly presents current corrosion problems in boiling water reactors and their rem...
Table of contents
- Cover
- Title Page
- Copyright Page
- Table of Contents
- European Federation of Corrosion - Series Introduction
- Introduction
- 1 Corrosion in Pressurized Water Reactors
- 2 Corrosion Problems in Boiling Water Reactors and their Remedies
- 3 Zircaloy Fuel Cladding Corrosion Behaviour under Light Water Reactor Operation and Accident Conditions
- 4 The Oxidation of Structured Stainless Steels and Fuel Cladding in the Advanced Gas-Cooled Reactors
- 5 Corrosion Behaviour of Metallic Materials in the Cooling Gas of High Temperature Reactors
- 6 Corrosion in Fast Breeder Reactors
- 7 Corrosion Problems in Nuclear Fusion Reactors
- 8 Corrosion Resistance of Metallic Materials For Use in Nuclear Fuel Reprocessing
- 9 Corrosion Aspects of Containers for High-Level Waste Disposal
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access A Working Party Report on Corrosion in the Nuclear Industry EFC 1 by European Federation Corrosion Working Party on Nuclear Corrosion in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Engineering General. We have over 1.5 million books available in our catalogue for you to explore.