![]() Parallel session 1: Fatigue & fracture
Parallel session 1: Fatigue & fracture![]()
Fatigue of bridge joints using welded tubes or cast steel node solutions
A. Nussbaumer & S.C. Haldimann-Sturm
Swiss Federal Institute of Technology Lausanne (EPFL), ICOM – Steel structures Laboratory, Switzerland
A. Schumacher
Swiss Federal Laboratories for Materials Testing and Research (EMPA), Structural Engineering Research Laboratory, Dübendorf, Switzerland
ABSTRACT: In the design of recently constructed steel-concrete composite bridges using hollow section trusses for the main load carrying structure, the fatigue verification of the tubular truss joints has been a main issue. Recent research on the fatigue behaviour of such joints has focussed on circular hollow section (CHS) K-joints with low diameter-to-thickness ratios – a geometric characteristic typical to tubular bridge trusses. Analytical and experimental research was carried out and joints with both directly welded tubes and cast steel nodes were studied. This paper presents the main results of these studies and shows comparisons between welded and cast steel solutions. The key issues for the design and fabrication of both types of nodes are reviewed and recommendations for the design and fabrication of tubular bridge structures are made.
1 INTRODUCTION
Tubular joints represent the critical point in the design of a bridge structure with circular hollow section (CHS) members. Presently, three main methods of joint fabrication can be found in existing bridges. A conventional possibility consists of brace-to-chord connections using gusset plates. This solution will not be dealt with in this paper. The second possibility is the directly welded joint, where the braces are cut to fit and welded to the continuous chord. Cast steel nodes offer a third alternative whereby castings are employed to provide a smooth transition between the brace and chord members, which are welded to the casting stubs.
The second and third mentioned solutions have been extensively studied by the offshore industry (Marschall 1992). However, the relatively new concept of steel-concrete composite CHS truss bridges presents the designer with new challenges, in particular with respect to the fatigue design of the joints. In comparison to offshore structures, differences in member sizes, tube slenderness, fabrication techniques, etc. make the direct application of the current offshore knowledge difficult and demonstrate that the current behaviour models for welded joints and cast nodes subjected to fatigue are incomplete.
For the designer, an important question is whether to choose welded joints or cast nodes in order to insure better fatigue strength for a given project. The lack of existing fatigue design rules has been the underlying motivator for a series of studies on the fatigue behaviour of directly welded joints and of cast steel nodes in tubular truss bridges carried out at the Steel Structures Laboratory (ICOM-EPFL) in Lausanne, Switzerland. The experimental studies are fully described by Schumacher (Schumacher 2003a, Schumacher & Nussbaumer 2006) and Haldimann-Sturm(Sturm et al. 2003 and Haldimann-Sturm2005). In this paper, the comparison between both solutions is discussed. In the case of welded CHS K-joints, the determination of the stress concentration factors (SCF), synthesised in the form of a modified stress concentration factor (referred to as SCFtotal.), is explained. In the case of cast steel nodes, the importance of a balanced design between the various potential crack initiation sites in a joint is shown.
2 EXPERIMENTAL STUDIES
2.1 General
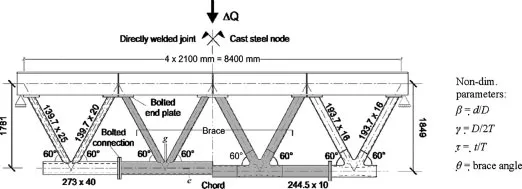
In order to include all aspects influencing the fatigue strength, fatigue tests on large-scale specimens have been carried out. The specimens consisted of K-joints in a planar truss girder (Figure 1 ). The material used for the truss members was steel grade S 355J2H according to EN 10210-1:1994 and EN 10210-5:1997. The material used for the castings was steel grade GS20Mn5V according to EN 17182. Regarding the allowable casting defects, the quality of the castings was defined according to DIN 1690, Part 2. The test specimen (shaded in Figure 1) was bolted in place by means of end plates. The top chord I-girder and the two outer K-joints acted as a load frame to the two inner K-joints. Both the welded joints and cast nodes were tested in the same way. For comparison purposes, Figure 1 shows half of a truss girder with welded joints (on the left side) and the other half with cast steel nodes (on the right side). The constant amplitude fatigue loading, with a load ratio of 0.1, was applied at midspan through hydraulic actuators. Joint failure was defined as through-cracking of the tube or cast node wall.
Figure 1. Test specimen, only half represented with directly welded joints (left) and cast steel nodes (right).
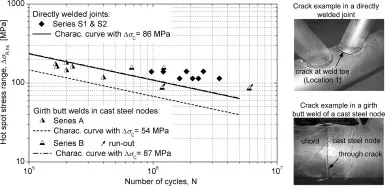
Figure 2. Hot-spot S-N results for tests on welded joints and cast nodes (girth butt welds).
For the directly welded joints, Schumacher (Schumacher 2003a) carried out a total of 4 test series with 2 test specimens per series. Each test series examines a particular parameter: dimension, fabrication method or weld improvement. The non-dimensional parameters (β, γ, τ, θ, defined in Figure 1) of the specimens were chosen to reflect actual CHS truss bridge parameters. Except for the weld-improved specimens, twelve out of the sixteen welded joints cracked at the same location and in the same manner. Cracks initiated in the chord gap region at the tension brace weld toe, referred to as Location 1 (Figure 2). This corresponded with the location of the highest measured hot-spot stress. Crack propagation occurred through the depth of the chord as well as along the weld toe.
For the cast steel nodes, two series (A and B) with 2 resp. 3 test specimens per series were carried out. The tests were carried out to investigate the fatigue strength of the cast steel nodes as well as the fatigue strength of the girth butt welds between the CHS members and the casting stubs. Several parameters were studied: cast steel quality, weld type at stub connections and stiffness parameters. The last parameter includes changes in the CHS thickness, thickness ratios and stub length. This serves the purpose of studying the influence of the stiffness difference between cast steel nodes and CHS members on the global behaviour as well as on the stress distribution near the butt welds and in the cast steel nodes. Except for two specimens of series B, where no cracking occurred and testing was stopped after a certain number of cycles, all cracks initiated in the girth butt welds between the casting stubs and the CHS members with the highest measured stress (Figure 2). That is, no fatigue cracking due to casting defects were detected in the cast steel nodes. In additional destructive and non-destructive testing on cast steel nodes, no non-allowable casting defects, which could have been an initiation site of fatigue cracking, could be found. It could be concluded that in these tests, the girth butt welds were much more susceptible to fatigue loading.
2.2 Comparison of results
Since tests on girders with welded joints and cast steel nodes w...