In many businesses, supply chain people are trapped in reactive roles where they source, contract, purchase, receive, warehouse, and ship as a service. However, in some businesses suppliers contribute to improvement programs, technology, funding, marketing, logistics, and engineering expertise. Breaking into a proactive supply chain role takes broad thinking, a talent for persuasion, and the courage to go after it. This book supplies proven methods to help you do so.
A Practical Introduction to Supply Chain describes how to run an efficient supply chain that exceeds expectations in terms of cost, quality, and supplier delivery. It explains the need to integrate systems, the flow of information, and the way in which people work together between commercial purchasing, materials management, and distribution parts of the supply chain.
Sharing powerful insights from the perspective of a supply chain manager, the book details practical techniques drawn from the author's decades of experience. It presents methods that apply directly to supply chains involving a physical product, manufactured internally or outsourced, as well as physical operations such as oilfield services.
This book demonstrates how to make a supply chain organization work in practice—contributing more to business success than traditional purchasing and logistics organizations can. In addition to writing about practical supply chain issues and approaches, the author also describes proven methods he used while working with client teams on assignments. He also details some of the ways his teams used to manage the people part of the change.

- 236 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
A Practical Introduction to Supply Chain
About this book
Trusted by 375,005 students
Access to over 1 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Subtopic
Operations1
SUPPLY CHAIN IN A STRATEGIC CONTEXT
1.1 Importance of Supply Chain Performance to the Business
Supply chain performance has a major impact on businesses in terms of
• Price and cost
• Capacity and lead-time response
• Quality and innovation
We need to have a clear view of how much our supply chains can deliver. We need to be able to persuade senior managers to give us the backing and resources we need to deliver supply chain performance that is a major benefit for the business.
1.1.1 Prices and Cost
Businesses that manufacture, have physical operations, or sell retail products usually spend more than half their cost of sales with external suppliers. The financial impact on the business is therefore clear. For example, in a business making a profit of $50 million and spending $250 million, a mere 1% difference in prices (either way) makes a $2.5 million (5%) difference in profit. The price paid to suppliers is therefore important and sometimes very difficult to get right. Changing market conditions, shortages of capacity, changing technology, political issues, and many more factors influence the right price to pay. There is no formula or method for calculating the right price. Competitive quotations, comparisons using price banks, reference to previous prices paid are all useful. Estimating what you should pay is however usually not a precise science. Judgment, experience, and above all communication and hard work are more likely to get closest.
My colleague Crispin Brown attended a meeting between one of the world’s most successful car companies and a supplier. The supplier’s quotation was rejected. Their price was too low! The car company knew the price did not include enough money for the level of investment and innovation expected. Driving the price too low can be detrimental in the medium term. You may harm your supply base. Sometimes you may even be deselected by a customer.
In many organizations, price is the most important supply chain issue. It is very easy to measure. Purchase price variance (PPV) (see Section 8.6) is an almost automatic output from the purchase ledger system. However, associated supply costs can often outweigh price differences. Chinese prices and the cost of sea freight from China to the United States or Europe are comparatively low. However, the total lead-times can be 4–6 weeks, and either lack of saleable product or the need to air freight sometimes results. Few people make an allowance for this type of occurrence in their initial cost models.
In addition to the price, there are a wide range of additional costs such as packaging, transportation, insurance, customs, taxes, warranty, and obsolete inventory. Sometimes these can outweigh the difference in price between different suppliers. For example, if you outsource to Chinese suppliers, but lead time to European or United States customers is crucial, inventory holding costs or airfreight may be more than the price advantage.
The competitiveness of most businesses is highly sensitive to prices and supply chain costs.
* * *
1.1.2 Lead Time and Responsiveness
The control of inventory would be easy if customer demand was constant or lead times were instant. We could order the customer requirements from the suppliers as required and have very little inventory. In reality, fluctuating customer orders and varying lead-times make this a challenging area for supply chain. When combined with the fact that the customers usually expect delivery in a much shorter time than our lead time, large mismatches can result. If customer demand fails to materialize, excess inventory levels can result. The larger the excess inventory, the more likely it will become obsolete. Obsolescence costs hurt businesses quite hard. Perhaps even worse, if demand increases too rapidly for supplier capacity, large shortages of product can occur. Customer confidence may never return. The job of the planners is to maintain the right level of inventory to ensure customers still get their product when demand is high, but that the business is not burdened with high inventory costs when demand reduces. At a more strategic level, the supply chain function must ensure the suppliers have sufficient and flexible capacity to meet foreseeable demand. This requires close cooperation between people in purchasing and logistics roles.
The balance between demand and supply lead time, inventory level, and customer service is a constant struggle in most businesses. Complicated processes and systems for forecasting and optimizing inventory are used. It is an important job to make this process as accurate as possible. However, it will always be wrong to some extent. Reducing supplier lead times is a better approach that makes the planning task less challenging. With work, supplier lead-time reductions are realistic, but this type of initiative often receives too little focus. Using our previous example of the $250 million spent by a business making $50 million profit, a 6-week inventory holding represents nearly $29 million of cash. The cost of cash tied up may be an issue, but it is also likely we will need to dispose of some of it due to obsolescence or shelf life. If we scrap 10% of the 6-week holding it will represent a profit reduction of nearly $3 million or 6%. This is therefore a big business issue.
The example of total cost when shipping from China also illustrates how closely purchasing and logistics need to work together. Methods of planning capacity, scheduling, and shipping product need to be agreed early on in the sourcing of parts from overseas (or even from local suppliers). Integrating the organizational structures of purchasing and logistics can also integrate the thinking, and calling them the supply chain works for me.
When I first joined Ingersoll Engineers as a consultant, inventory reduction was a fairly common project. When we started the Demand Chain International consultancy, we helped one of the large private equity firms to reduce inventory in a series of their acquisitions. These were interesting and rewarding programs because they changed the way the planners and the planning system worked. We introduced approaches such as Kanban where appropriate. We changed the way material requirements planning (MRP) parameters were used. We changed the way the planners did their job. We introduced sales and operations planning. Inventory is both a real burden on cash flow and a provider of customer service. In several programs the savings in cash were in the order of $50 million. While the savings are in cash, not profit, they make a business Lean and healthy. Section 5.5.1 describes an approach to “Inventory Reduction and Optimization.”
Businesses need to work with suppliers for variable capacity, short lead times, and quality.
* * *
1.1.3 Quality and Innovation
You get what you pay for used to be the view. With quality went higher price. However, in many instances the opposite is true. The “quality costs money” myth was disproved by the Japanese in the 1970s and 1980s when it became clear how continuous improvement was enabling them to produce higher quality at low prices. Now that such a high proportion of our products are outsourced, we are highly reliant on our suppliers and we need to work together with them on continuous improvement. Some quality problems are our fault; for example, poorly defined tolerances on drawings, poorly communicated software updates, material specifications from different regions, even units of measure. (We saw a beautifully machined component on a visit to a Japanese factory. Unfortunately it was 25.4 times too small! The drawings failed to specify the dimensions were in inches not millimeters.)
In more complex quality improvement, data needs to be collected, the failures analyzed, causes diagnosed, and solutions developed and implemented. This requires integrated effort right along the supply chain and back to suppliers. For some items, we need to actively source suppliers who have the right attitudes and quality approach, otherwise we will not achieve the quality levels that customers demand. We once had quite complex quality problems with electronic assemblies from a large supplier who offered to “solve the problem” by adding an extra few products free of charge to every container shipment. This would have more than covered the number of failures, but would not have met the costs of administration, additional costs of shipping replacements to our end customers, testing, and especially the customer dissatisfaction. We refused their offer and sourced the product elsewhere. The new source was at a higher price, but lower cost! A view from a price-driven purchasing point of view would have been to source the lower-priced product.
Many competitive technical issues critical to business success are also rooted in the supply base. Many businesses are now integrators of technology and product supplied by others. Makers of airplanes, computers, mobile phones, automobiles, and many other products rely on key suppliers to develop new technology as well as manufacture the product. Some businesses design key parts of their product in-house, but subcontract manufacture to suppliers. The communication between design and manufacture then becomes limited, and knowledge that would aid manufacture, improve quality, and reduce cost is lost in communication from the manufacturer to the designer. This becomes even more important if the technology involved is developing quickly. Printed circuit board (PCB) assembly is a good example of where good progress has been made on this issue. Most people have outsourced their assembly of PCBs because it is specialized work and requires constant investment of time and money in new techniques and equipment. PCB manufacturers quickly realized the need for design rules. They produced guidelines to help the designers of PCBs with component spacing, heat shadows, and board layout issues. However, in most cases, the design of the PCB layout was not a core competence for the customer. Many businesses therefore decided to keep the design of the circuits in-house, but outsource the design layout of the board. Some businesses, especially those that work with leading and more fashion-oriented electronic products, see their core competence as marketing and are heavily reliant on suppliers for the development of new types of screens, communication technology, and electronics. The degree to which you outsource is a key business decision. Few key players in the fashion electronics market do much of their own manufacturing. However, because they outsource such a significant amount, they are careful to choose a good partner and get the relationship and understanding right.
The value of supplier contribution to engineering, design, marketing information, and quality improvement is difficult to assess. Somehow, the job of the supply chain is to include all the necessary factors into the assessment and management of suppliers—from selection and appraisal to schedule management and even to obsolescence.
Traditional approaches that we still see in many organizations include sourcing on price, relying on the leverage of one supplier against the other, using traditional legal contracts to set-out the business relationship, and keeping suppliers at a safe distance. These traditional approaches won’t deliver the best performance from the supply chain. Where old attitudes exist, we need to change them. Our businesses need the most competitive advantage our supply chain can get for them!
Businesses need to work with their key suppliers to develop, design, and supply new technology.
* * *
1.2 Scope of the Supply Chain
Figure 1.1 uses the rather overused supply chain picture, for which I apologize. However, it does show that the number of supply chain issues to be managed along the route to the customer is astounding.
A large range of issues need to be managed along the supply chain. Many of the issues seem to be outside the scope of the supply chain. Forecasting customer priorities and demand patterns, for example, normally belong to sales and marketing, and so they should. However, involvement and understanding of the demand side issues from the supply chain are an essential starting point for good customer service and profitability.
We see many businesses where the supply chain still does not start early enough in the development of new products, does not include all the areas of responsibility it should, or finishes before the customer has been satisfied or suppliers have been paid.
New product designs rely on design engineers to look for the appropriate new technology, but the supply chain should also be looking for these opportunities. Visiting suppliers and technology shows with engineers is a good use of some supply chain time. This is also a way to check what the engineers are doing and make sure they aren’t doing things they shouldn’t—for example, making sourcing commitments. This can help to find the best potential new developments in the supply base.
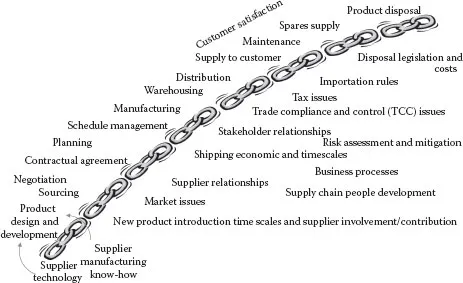
Figure 1.1 Scope of the supply chain.
One company we know well designs and markets electronic products. The manufacturing is entirely outsourced—and so too is a large part of the more detailed design work. Experience has proved that the people who will manufacture the product can detail designs that will be more “manufacturable,” such as
• Plastic moldings with features, material thicknesses, and draft angles that will work in the mold tools
• PCBs that are efficient to pick and place, work well in reflow, and use components common with other production
• Machined items which use, for example, material specifications that can be sourced from Chinese mills if required, have understandable tolerances and are more easily manufactured using the machine tools available
It is essential that a good process is in place to select the right suppliers early in the product design process. The process is likely to include supply chain people working with sales and marketing as well as engineering and design people.
Some of the best businesses trawl for new suppliers using their supplier portal. Potential suppliers can express an interest and after completion of a nondisclosure agreement, they can present their capabilities. Potential suppliers can then be examined to see what they offer.
Working along the supply chain, sales and operations planning (S&OP) is an example of a supply chain process that is of fundamental importance to the business and involves senior people from every function. Examining forecast uncertainties, looking for supply chain options to minimize risks, and trying to optimize the balance of supply and demand is critical and quite difficult. Senior sales and marketing, operations and even finance ...
Table of contents
- Cover
- Half Title
- Title Page
- Copyright Page
- Table of Contents
- AUTHOR
- LIST OF ACRONYMS
- INTRODUCTION
- CHAPTER 1 SUPPLY CHAIN IN A STRATEGIC CONTEXT
- CHAPTER 2 SEVEN ELEMENTS OF SUPPLY CHAIN EXCELLENCE
- CHAPTER 3 UNDERSTANDING CUSTOMERS AND DEMAND
- CHAPTER 4 SUPPLY MANAGEMENT
- CHAPTER 5 LOGISTICS
- CHAPTER 6 SUPPLY CHAIN BUSINESS PROCESSES
- CHAPTER 7 SUPPLY CHAIN PEOPLE AND ORGANIZATIONS
- CHAPTER 8 LEAN SUPPLY CHAIN PRACTICE
- CHAPTER 9 MAKING CHANGE HAPPEN
- CHAPTER 10 PRODUCT DESIGN AND DEVELOPMENT AND THE SUPPLY CHAIN
- APPENDIX: EXAMPLE SUPPLY CHAIN ROLE PROFILES
- SUGGESTED FURTHER READING
- INDEX
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.4M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access A Practical Introduction to Supply Chain by David Pheasey in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Operations. We have over one million books available in our catalogue for you to explore.