This is the "green book" that started it all -- the first book in English on JIT, written from the engineer's viewpoint. When Omark Industries bought 500 copies and studied it companywide, Omark became the American pioneer in JIT.Here is Dr. Shingo's classic industrial engineering rationale for the priority of process-based over operational improvements in manufacturing. He explains the basic mechanisms of the Toyota production system, examines production as a functional network of processes and operations, and then discusses the mechanism necessary to make JIT possible in any manufacturing plant. Provides original source material on Just-ln-Time Demonstrates new ways to think about profit, inventory, waste, and productivity Explains the principles of leveling, standard work procedures, multi-machine handling, supplier relations, and much more If you are a serious student of manufacturing, you will benefit greatly from reading this primary resource on the powerful fundamentals of JIT.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
A Study of the Toyota Production System From an Industrial Engineering Viewpoint
Part I
A Fundamental Approach to Improving Production
1
Introduction
THE PRODUCTION MECHANISM
Before studying the Toyota production system, you must understand the production function in general.
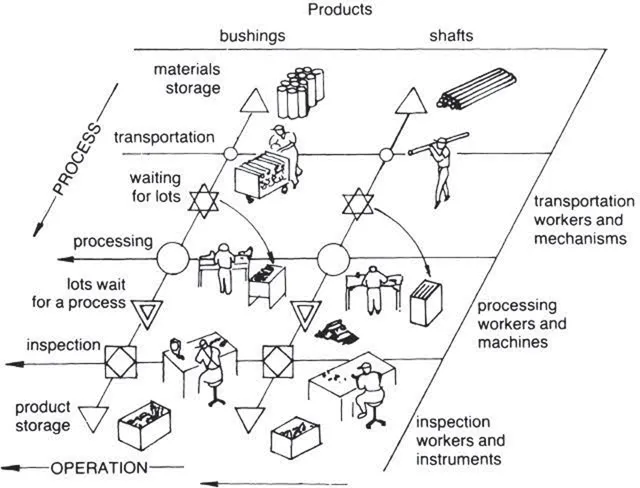
Production is a network of processes and operations. Figure 1 illustrates how a process — transforming material into product — is accomplished through a series of operations.
FIGURE 1. The Structure of Production
When we look at process, we see a flow of material in time and space; its transformation from raw material to semi-processed component to finished product. When we look at operations, on the other hand, we see the work performed to accomplish this transformation — the interaction and flow of equipment and operators in time and space.
Process analysis examines the flow of material or product; operation analysis examines the work performed on products by worker and machine. Consider a typical product, a shaft cut on a lathe, for example: The shaft is drilled, then rough cut and finally finished. This series of changes in the shaft is process. The lathe drills holes, rough cuts the outer surface, and finishes cutting the surface. This series of actions is operation.
To make fundamental improvement in the production process, we must distinguish product flow (process) from work flow (operation) and analyze them separately. Although process is accomplished through a series of operations, it is misleading to visualize it as a single line (Figure 2) because it reinforces the mistaken assumption that improving individual operations will improve the overall efficiency of the process flow of which they are a part. As discussed later, operation improvements made without consideration of their impact on process may actually reduce overall efficiency. Chapters 2 and 3 describe the very different measures that must be taken to improve process and then operations.
Summary
All production, whether carried out in the factory or the office, must be understood as a functional network of process and operation. Processes transform materials into products. Operations are the actions that accomplish those transformations. These fundamental concepts and their relationship must be understood in order to make effective improvements in production.
2
Improving Process
In order to maximize production efficiency, thoroughly analyze and improve process before attempting to improve operations.
PROCESS ELEMENTS
Five distinct process elements can be identified in the flow of raw materials into products:
• Processing — (◯) — A physical change in the material or its quality (assembly or disassembly)
• Inspection — (⃟) — Comparison with an established standard
• Transportation — (○) — The movement of material or products; a change in its position
• Delay — A period of time during which no processing, inspection, or transport occur
There are two types of delay:
• Process delay — (
) — An entire lot waits while the previous lot is processed, inspected, or moved
• Lot delay — (✡) — In lot operations, while one piece is processed, the others wait. They wait either to be processed or for the rest of the lot to be done. This phenomenon occurs in inspection and transport as well.
Basic Process Analysis
All production activities, regardless of differences in form, number, or combination, can be analyzed using these five symbols. Consider this sequence:
1. Steel bars are delivered from S Steel Works and stored (
) for acceptance inspection.
2. The acceptance inspector inspects (⃟) the bars and they are again stored (
). Here, (⃟) is better symbolized as (✡) — (⃟)—(✡).
3. An entire lot is transported (○) to a shearing machine by forklift and stored
.
4. The bars are processed (◯) and cut into 150mm lengths. This is more precisely symbolized as (✡) — (◯) — (✡).
5. Five boxes on the pallet are stored between processes (
).
6. One box at a time is transported (○) by forklift to the materials yard for forging. Each repetition should be symbolized as (✡) — (○) — (✡).
7. One box of sheared material is transported (○) to the forging press and stored (
).
8. Pieces of sheared material are successively heated (◯) at the oil furnace, transported (○) by chute to the press for forging (◯), then sent (○) to the trimming press for trimming (◯), and finally loaded on pallets. This flow can be symbolized as (✡) — (◯) (heating) — (○) — (◯) (forging) — (○) — (◯) (trimming) — (✡) — (
). Since there is a one-piece flow between heating, forging, and trimming, there is no additional (
).
Subsequent heat treatment, machining, and assembly can be symbolized as (◯) — (⃟) — (◯) — (
) — (✡).
This example demonstrates the need to focus on these five elements in making process improvements:
• process
• inspection
• transport
• process delays
• lot delays
Figure 2 (pp. 8-9) illustrates another example of a practical process analysis using this methodology.
PROCESS IMPROVEMENT
Processes can be improved in two ways. The first improves the product itself through value engineering. The second improves the manufacturing methods from the standpoint of industrial engineering or manufacturing technology.
Value engineering is the first stage in process improvement. It asks the question, “How can this product be redesigned to maintain quality while reducing manufacturing costs?” For example, after value analysis, two components formerly assembled with screws may be processed by a press in one piece; a product that used to be assembled by tightening eight screws may now require only four and a hook or catch at one side; and a product that used to be cast and machined may be produced by welding steel plates instead.
At the second stage of process improvement, the question is, “How can the manufacturing of this product be improved?” Improvements related to manufacturing technology involve such factors as proper melting or forging temperatures, cutting speeds, tool selection, etc. Improvements based on industrial engineering might include the adoption of vacuum molding, high-speed plating, instantaneous drying, etc.
Example 2.1 — Eliminating Flashing. “Flashing” occurs in conventional die casting because openings in the molding die are necessary to allow air to escape as the molten metal is poured in. It is almost impossible to finish pouring in time to prevent small amounts of the molten metal from entering these openings.
In the past, flashing was an inevitable side effect of die casting and eliminating it was a common improvement goal. For example, removal of circumferential flashing in one press operation was considered an improvement over hand-filing.
Obviously, as long as air is present in the molding die, flashing is likely to occur. In West Germany, however, Daimler Benz developed a low pressure casting method which removed air from the molding die with a vacuum pump before introducing the molten metal, an approach that eliminates flashing altogether.
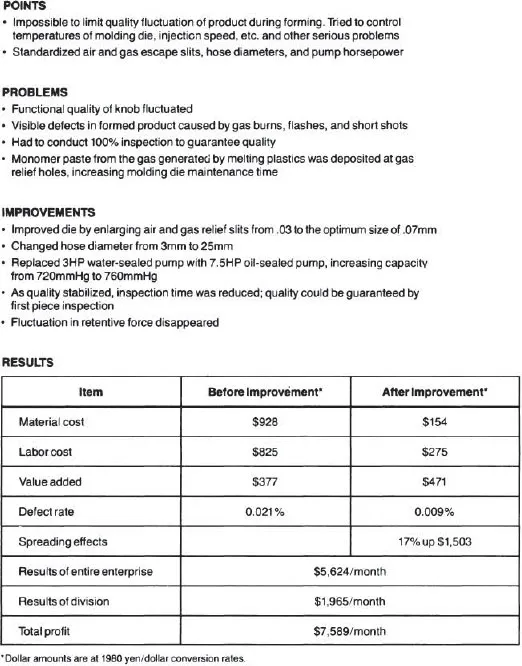
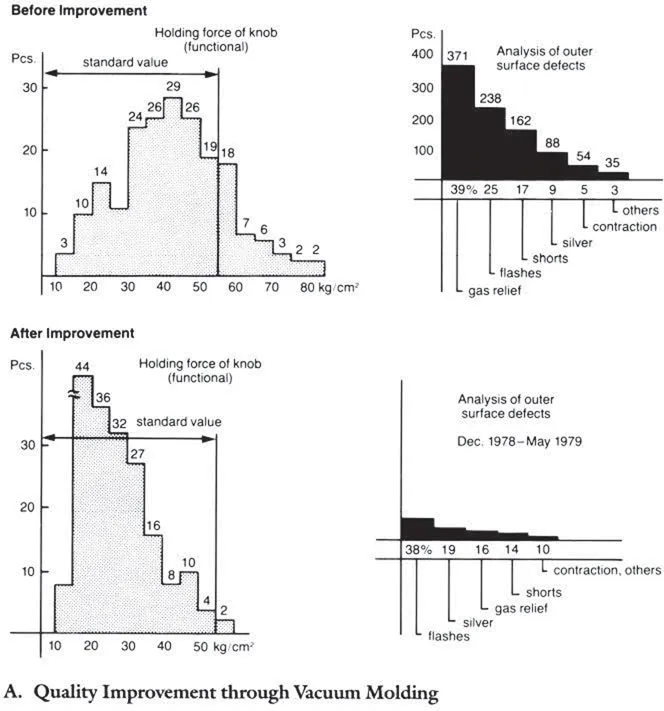
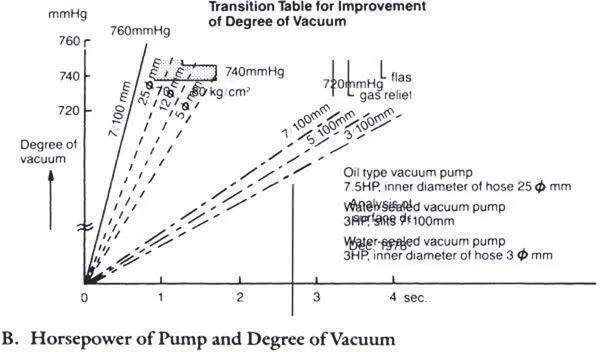
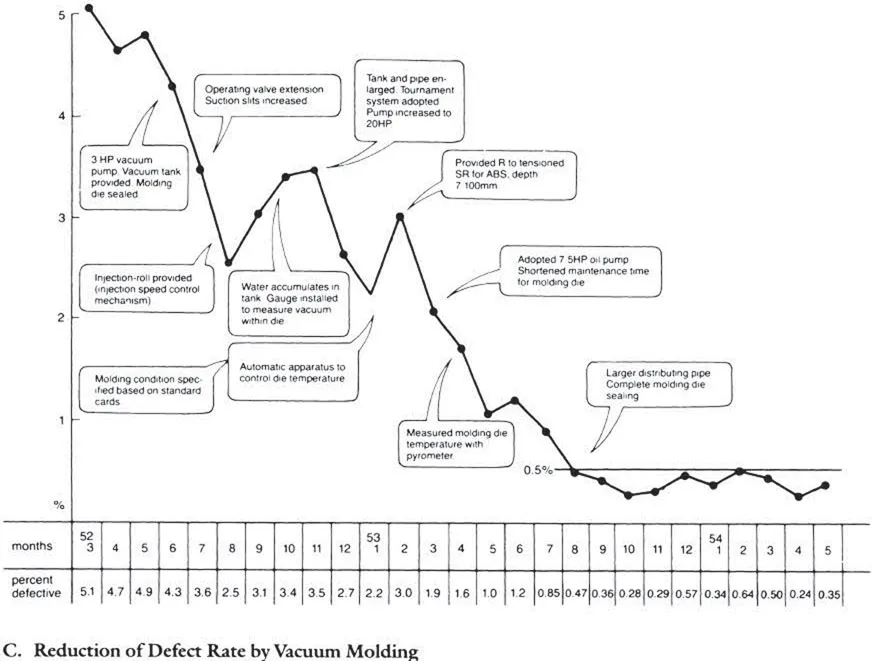
We successfully applied the vacuum molding method in our own production processes at Toyota. Later, with the help of President Tsukamoto of Dia Plastic Co., it was applied in plastic molding to improve product quality and reduce defects and shot-cycles, for example (Figures 3 through 5C, beginning on p. 10).
Example 2.2 — Removing foam. This case involves an innovation for high-speed plating. Spraying or “showering” the surface to be plated resulted in a 75 percent reduction in plating time by forcing off undesirable air bubbles. In addition to speeding the plating operation, this new method reduced power consumption dramatically.
FIGURE 2. Analytical Process Chart
FIGURE 3. Vacuum Molding Equipment
FIGURE 4. Vacuum Molding Die
Example 2.3 — Drying plastic resin. In yet another case, the idea of drying a shot’s worth of plastic resin during the molding cycle was explored. Letting the resin dry a little at a time by allowing it to float to the surface resulted in a 75 percent reduction of electric power consumption, a significant energy saving.
Clearly, once traditional processing methods are questioned and studied, new and more effective methods can be devised. Fundamental improvement can occur whenever we look for ways to prevent problems instead of fixing them after they occur. Figure 5, the case study described on pages 11 through 13, concludes this section on process improvement.
IMPROVING INSPECTION
Judgment Inspection and Informative Inspection
At most companies, a product quality report usually includes the total percentage of defects as well as a statistical breakdown by type. Reports typically look like this:
Total Defects:
6.5%
Flaws
2.8%
Dimensional defects
1.8%
Eccentricities etc…
0.8%
FIGURE 5. Improving Quality and Productivity through Vacuum Molding
These figures are based on a “post-mortem” of quality defects discovered at final inspection. This type of inspection is called judgment inspection because it simply distinguishes defective from non-defective products and issues a “post-mortem certificate.” Improving judgment inspection (by increasing the number of inspections, for example), may increase the reliability of the inspection process but will have no effect whatever on the actual defect rate. The number of defects discov...
Table of contents
Cover
Half Title
Title Page
Copyright Page
Table of Contents
List of Figures
List of Tables
Publisher’s Foreword
Preface for the Japanese Edition
Preface for the Original English Translation
Preface for the Revised English Translation
PART ONE Fundamental Production Improvement
PART TWO A Study of the Toyota Production System From an Industrial Engineering Viewpoint
About the Author
Publications
Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
Both plans are available with monthly, semester, or annual billing cycles.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go. Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access A Study of the Toyota Production System by Shigeo Shingo,Andrew P. Dillon, Andrew P. Dillon in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Operations. We have over 1.5 million books available in our catalogue for you to explore.