![]()
PART 1
CONFRONTATIONAL
COST MANAGEMENT
![]()
CHAPTER 1
HOW FIRMS COMPETE USING THE CONFRONTATION STRATEGY
INTRODUCTION
Manufacturing in the 20th century has experienced two major revolutions. The first was the development of mass production, best exemplified by Henry Ford’s Model T, and the second was the development of lean production by Toyota. Although it took both innovations only 10 years to evolve and mature—mass production from approximately 1915 to 1925 and lean production from 1951 to 1961—their spread to other countries and industries occurred more slowly. Indeed, it is still possible to identify firms that are lean but have yet to adapt to all the implications of being lean.
The slow spread of these innovations made subsequent evolution in the competitive environment appear independent of the changes in production philosophy. Firms that adopted one or the other of the innovations saw the nature of competition shift only as other firms in the industry changed their production philosophy. That is, lean competition occurs only when a sufficient percentage of the entire industry has converted to lean production. Until that time, the lean producers compete as if they were mass producers and thus make higher profits. This lag between the adoption of an innovation and any associated changes in the competitive environment allowed managers to find other reasons for the intensified competition they faced. New theories of competition emerged in the late 1980s and early 1990s to describe how to compete in the new environment, but these theories did not identify the change in production philosophy as the primary driving force behind the new order. Thus, the slow spread of these innovations obscured the result of their adoption—change in the nature of competition. Mass producers compete differently from craft producers; lean producers compete differently from mass producers.
The competitive environment of mass producers supports the generic strategies of cost leadership and product differentiation.1 Both these strategies are based on the assumption that a firm can develop and sustain competitive advantages and therefore can avoid competition.2 In theory, in their purest forms cost leadership and product differentiation strategies create zones of no competition. Consequently, it is unusual to see the best firms in an industry dominated by mass producers engaged in head-on competition.
With the emergence and spread of lean production, the competitive environment has undergone a slow, steady transformation from competition between mass producers to competition between lean producers. Consequently, before managers can determine how their firms should evolve over the next decade, they need to understand that lean enterprises do not compete in the same ways as mass producers.
LEAN PRODUCTION AND PRODUCT DEVELOPMENT3
At the heart of the lean enterprises is the central premise that singlepiece is more efficient than batch-and-queue processing. In singlepiece flow systems, an individual or a group manufactures or designs only one product at a time. In addition, the individual or group is typically responsible for the entire process. In the single-piece approach, there are no meaningful queues between each operation—the next operation in the sequence “pulls” the product through the previous operation (see Figure 1-1). Thus, as soon as the previous operation is completed, the next operation is by definition ready to receive it.
FIGURE 1-1. SINGLE-PIECE PRODUCTION
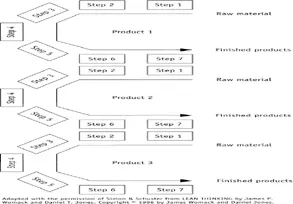
In contrast, in a batch-and-queue process products are produced or designed in batches. Each individual or group is responsible for only a part of the overall process. When that part is completed, the batch is sent to the next operation, where it waits in a queue until that individual or group is ready to start their portion of the overall process on the batch (see Figure 1-2). The product is pushed, not pulled, through the process. Hence, there is no guarantee that the next operation in the process will be ready, and extensive queues typically result.
FIGURE 1-2. BATCH-AND-QUEUE PRODUCTION
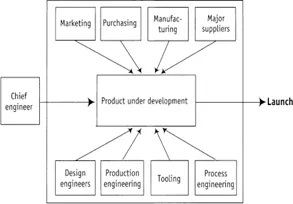
The firms in the sample have applied single-piece principles wherever possible throughout the value chain of the product. They all use lean production philosophies, producing products one at a time. They also have adopted lean product development philosophies. At the heart of lean product development is an individual responsible for the entire development of the new product and sometimes for the product over its entire life. This directly responsible person, usually called the chief engineer, is supported by a multifunctional design team. The design team frequently includes people from marketing, engineering (often several branches), purchasing, production, and major suppliers. These teams are co-located and frequently have no other responsibilities than developing the product for which they were created (see Figure 1-3). The objective of creating these design teams is to enable the product development process to flow as rapidly as possible. Simultaneous engineering also is frequently used to speed up the product development process.
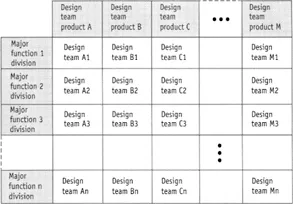
As the complexity of the product increases, it becomes beneficial to break the product into its major functions and create teams that are each responsible for one major function (see Figure 1-4). These teams are also co-located and again have no other responsibilities. The major function design teams report to the product design team and in some of the firms also to the head of the division responsible for designing that major function for all the firm’s products. Thus, the entire product design process is single-piece with each team dedicated to the entire product or a major function of it.
FIGURE 1-3. LEAN PRODUCT DEVELOPMENT
FIGURE 1-4. MAJOR FUNCTION DESIGN TEAMS
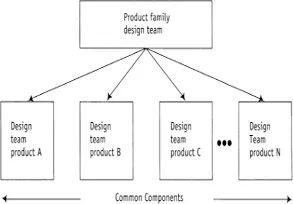
FIGURE 1-5. MANAGING THE DESIGN OF PRODUCT FAMILIES
In firms with complex product mixes, it is often helpful to identify product families. Each family consists of a number of similar products that can be produced interchangeably in a single production cell. It is useful to identify such families at the design stage, since they can usually be designed to share a large percentage of common components. To achieve this objective, product design is often managed at the product-family level. Each product family has its own design team led by a senior chief engineer who provides common guidance to the chief engineers responsible for the individual products in the family (see Figure 1-5).
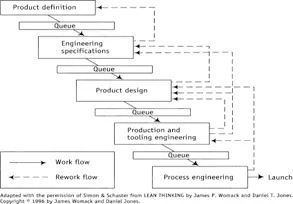
Lean product development can be contrasted to conventional product development, in which the development process is not the responsibility of a single team but is distributed across multiple departments (see Figure 1-6). This departmentalized approach leads to batch-and-queue product development. The product definition is developed by the marketing department and transferred to engineering, where it is converted into engineering specifications. These specifications are then converted into blueprints and, when the design is complete, handed over to production and tooling engineering. When these departments have completed their work, the final design is handed to process engineering for final review.
FIGURE 1-6. CONVENTIONAL BATCH-AND-QUEUE PRODUCT DEVELOPMENT
On the surface, this process sounds highly efficient. However, it hides a multitude of sins. First, the specialization and location of skills means that at each new stage, the design often has to be reworked to make it more feasible.
Second, the design typically undergoes a steady transformation during the product development process as the market-based knowledge provided by marketing becomes more and more remote. This transformation occurs in two ways: through redesign requests to departments earlier in the process and through “secret redesign of earlier stages” by departments later in the process to make the product design feasible. These redesigns can lead to products that do not satisfy the customer because they lack critical functionality, have excess functionality, or cost too much to be sold profitably at an acceptable price.
Finally, each department may have a backlog of work so that there might be considerable queuing time between each step. This queuing time can add considerable delays to the product development process and lead to an inability to launch new products on a timely basis.
In contrast, lean product development streamlines the entire product design process by removing all the redesign steps and the queues between departments. The single-piece design team works much like a lean production cell. All the members can see the entire design process and monitor its progress. The marketing representative ensures that the product meets customer specifications throughout the design process, and the production and supplier representatives ensure that it can be produced at a reasonable cost. The entire process is much faster, consumes fewer resources, and has a higher chance of success.
In highly competitive environments where product functionality plays a critical role in the way firms compete, it is essential to launch new products on time. In such environments, the short product life cycles mean that firms do not have the luxury of designing products, discovering that they cost too much, and then redesigning them. They must design the product right the first time. The intense discipline target costing brings to the product development process is critical because it helps increase the probability that the cost of new products will be acceptable when they are launched.
When coupled to lean product development, target costing and value engineering maximize the probability that new products will both satisfy the customer and be profitable. There is some concern that target costing and value engineering slow down the product development process by requiring additional activities. To minimize delays, however, most firms perform the target costing process in parallel to other product development activities.
One outcome of the adoption of single-piece flow philosophies in product design is a considerable reduction in the time it takes to bring products to market. Product development cycles at Olympus, for example, have dropped from 10 years to 18 months. The outcome of this contraction is that it is harder for firms to develop sustainable, product-related competitive advantages, and this fact shapes the way lean enterprises compete. Competition between lean enterprises is based on the assumption that sustainable, product-related competitive advantages are extremely difficult to develop. These firms do not expect to be able to create mechanisms to avoid competition. Instead, they are forced to confront it and compete head on.
Confrontation is necessary because the fast reaction times of lean enterprises, the sophistication of the customer, and the rapid diffusion of technology inherent in the supply chains operate together to render product-related competitive advantages too fleeting to be considered sustainable. There is not enough time to educate customers to the positive attributes of the new product before other firms have me-too versions. This difference in the attitude of lean producers toward competition makes many of the lessons learned about competition between mass producers obsolete. Firms competing in industries dominated by lean enterprises must adopt the generic strategy of confrontation to survive. Unfortunately, confrontation is inherently expensive and therefore typically less profitable than strategies that manage to reduce or avoid competition.
THE THREE GENERIC STRATEGIES OF COMPETITION
Most of the existing literature on competition is based on the assumption that firms can develop sustainable, product-related competitive advantages and avoid competition by adopting the generic strategies of cost leadership and product differentiation. For example, the cost leader is able to offer products that are low in price and functionality by developing a sustainable cost advantage. This ability allows the cost leader to avoid competition by saying, “Don’t compete with me. If you do, I’ll drop prices even lower and render you unprofitable.”
Similarly, differentiators offer products that have higher functionality than the cost leader’s but that sell at higher prices. They develop unique products or services that closely satisfy customers’ requirements, thereby isolating a section of the main market. This ability allows the product differentiators to avoid competition by saying, “This is my territory. I’m so good at what I do that attempting to compete with me is pointless.”
The importance of competitive avoidance in Western strategic thinking is highlighted by its codification into the concept of strategic portfolio planning.4 In ...