Brickwork for Apprentices has been the established reference on brickwork for generations of bricklayers. Continuously in print since 1944, John Hodge's classic text has now been fully revised in its fifth edition by Malcolm Thorpe – who acted as a CITB Advisor and was involved in the draughting of the Intermediate Construction Award syllabus (bricklaying route) – to cover the brickwork craft-related units of the latest Construction Awards and related Trowel Occupations NVQs from CITB / City & Guilds at Levels 2 and 3. The fifth edition incorporates extended coverage on the relatively new area of thin joint systems, to match the latest industry-based requirements and technical developments in the field. Content has been brought fully in line with recent changes to the Building Regulations, ensuring that this text will remain an essential reference for qualified bricklayers and other professionals working in the construction industry, as well as NVQ students new to the industry and wishing to embark on a career in bricklaying. A new feature in this edition is the inclusion of multiple choice questions at the back of the book, matched to the current NVQ requirements, to provide students of the CITB / City & Guilds Trowel Occupations NVQs with essential practice and revision for exam preparation.
- 400 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Brickwork for Apprentices
About this book
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
1
Craft training
Throughout the 1970s and 1980s there was great pressure for change in the way a craft skill is learned. Brickwork along with other construction industry trades has had its centuries-old tradition of Apprenticeship thoroughly examined.
There are three factors which have caused this re-examination of the Apprenticeship system, with a capital ‘A’:
(i) A desire for retraining people who may wish to leave one industry and enter another
(ii) A growing shortage of school leavers available and wanting to join construction trades throughout the 1980s, due to a falling birth rate 16 or so years earlier
(iii) A general feeling that just because you ‘missed the boat’ for vocational training when leaving school, you should not be denied the chance of learning a vocational occupation at any time in later life.
All this is far removed from the traditional arrangement of a school leaver joining a building company for a straightforward period of three or four years’ apprenticeship, with attendance at a local college of technology, as the only way into the construction industry.
Very many patterns of vocational training have been proposed and tried, and continue to be developed at the present time.
Current ET (Employment Training schemes), in operation at college and training centres for adult learners, are the Government’s response to change-factors (i) and (iii). Craft skills such as bricklaying, carpentry and plastering, which involve the use of tools and materials and require judgement of hand and eye, should not be confused with assembly processes. The knowledge and practice required to understand how to assemble metal partitions or false ceilings are far less demanding than the skills of setting, cutting, shaping and finishing the materials of the bricklayer, carpenter and plasterer.
Building and construction’s ‘lead-industry body’, responsible for developing change in training methods, has since 1964 been the CITB. This training board appreciates the difference between learning a craft skill in the one case, and that of becoming proficient at an assembly process in the second, by having separate development committees for the latter ‘specialist subcontractors’.
Many operatives in the construction industry enjoyed a traditional Apprenticeship with a caring employer, where a training officer monitored site experience and also progress with further education at a college.
Others not so fortunate rather ‘endured’ their Apprenticeship, which has given the expression ‘time serving’ a somewhat hollow ring.
The long standing two-part C&GLI (City and Guilds of London Institute) Examinations of Craft and Advanced Craft Certificates based upon syllabuses of practical work and related technology have been phased out.
Traditional barriers to achieving a qualification such as length and method of training, where and when skills are acquired and the age of the student/trainee, have now been removed.
Objective measurement of a student/trainee’s ability in the basic practical competences, step by step assessment of work modules, throughout the duration of a course of training aims to give a clearer indication of progress to trainer and trainee alike.
The construction industry is gradually moving towards a system where everybody working in it will require proof of their competence.
Schemes have been developed and are constantly being upgraded to keep in line with current trends: objective assessment of basic skills leading to NCVQ-approved (National Council for Vocational Qualifications), competence-based qualifications, which comprise a prescribed number of units of credit towards the award of an NVQ (National Vocational Qualification).
These, in association with C&GLI and CITB as the awarding body, are intended to fit in with the concepts of the EC (European Community), with whose policies of training for industry the UK is pledged to integrate.
Currently many competencies have to be achieved in the workplace to obtain an NVQ at levels 1, 2 and 3. This requires the student/trainee to be in employment and attend college part time. When students/trainees are in full time education they follow a similar programme but achieve competencies in the workshop under simulation, therefore obtaining CAs (Construction Awards at Foundation, Intermediate and Advanced levels). These can be upgraded to NVQs when the student/trainee has found employment in the construction industry and evidence can be achieved in the workplace.
Whatever form learning a craft skill takes, however, it remains an apprenticeship with a small ‘a’. Learning a craft remains a developmental process and must still provide sufficient time for repetition in practising the necessary manipulative skills of hand and eye on and off site, together with a sound knowledge of the technology of the trade, and the ability to draw if site plans are to be interpreted.
The student/trainee must realise that formal achievement of basic competences once only, in training, does not indicate total understanding.
Care must be taken by course organisers to see that sufficient job knowledge technology is retained in units of study leading to NVQs. Student/trainees need not only demonstrate how to carry out a craft operation but understand why it is constructed that way, if they are to gain the in-depth knowledge and ability to satisfy the demands of modern construction processes.
Despite all the changes in the manner and processes of learning a skill, the current uncertainties associated with training and the integration of C&GLI courses within the emerging structure of NVQs, brickwork remains an interesting, satisfying and challenging subject for a career.
2
Materials
It is a well-known saying in the industry that the craftsperson needs to understand the materials which they will use and lack of knowledge could result in materials being spoilt and work having to be taken down, both causing extra costs on the job.
Materials and methods are constantly being introduced into the industry and it is important that the users of these materials keep up to date with this ever-changing industry.
Bricks and their manufacture
The study of bricks, from raw materials to delivery of finished products, is an extensive one.
Being able to recognise a brick when it appears on site, know of its properties such as shape, size, weight, strength, porosity, colour etc. – and therefore know how and where to use it correctly – is all important basic knowledge.
Brick making is a very skilful business, with many individual variations in methods of manufacture between companies and their factories.
British Standards specify a brick as a walling unit designed to be laid in mortar and not more than 337.5 mm long, 225.0 mm wide and 112.5 mm high, as distinct from a building block which is explained as a unit having one or more of these dimensions larger than those quoted for bricks.
Bricks, which are one of the most durable materials, can be described as building units which are easily handled with one hand.
There are numerous uses for bricks but the main ones are as units laid in mortar to form walls and piers and the increasing use for brick paving.
Bricks were first made many thousands of years ago in hot climates, where a clay mixture was moulded and dried in the sun.
It was found that if the clay mixture was heated to a high temperature, the bricks were much stronger. The basic method of making bricks has not fundamentally changed.
Materials used for making bricks
Clay is the naturally occurring raw material used for producing most bricks. It consists mainly of silica and alumina.
Most clays also contain smaller amounts of limestone or chalk, iron oxide and magnesia. As natural deposits of clay in various parts of the country vary in their composition, a large variety of clay bricks are produced.
Suitable clays for brick making are reds, marls, gaults, loams, knotts and plastics, clay shales, refractory clays and brick earth.
They are found in many parts of the country, as shown in Table 2.1.
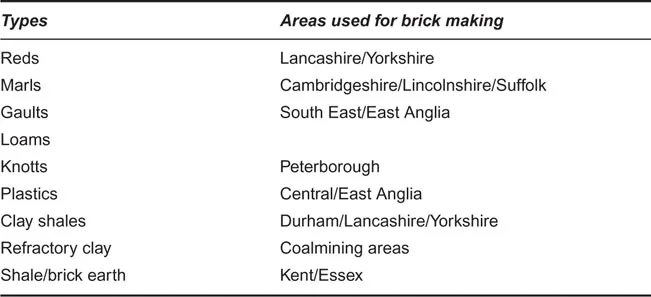
Note: Sometimes two or more types of clay are mixed together to produce bricks of varying colours and textures. Clays generally burn red, white or buff, according to the amount of metallic oxides they contain. Many different colours and shades have been created by the blending of clays.
Bricks are made by pressing a prepared clay sample into a mould, extracting the formed unit immediately and then heating it in order to sinter (partially vitrify) the clay.
Many types of brick may be produced, depending on the type of clay used, the moulding process and the firing process.
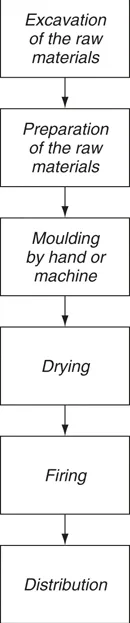
The stages of manufacture
There are six stages in brick manufacture, though many of these stages are independent. Figure 2.1 indicates the six stages that will take place.
Figure 2.1 Stages in clay brick manufacture
1. Material excavation
The clay is excavated by machine from quarries close to the brickworks or brought into the brickworks from other quarries.
2. Clay preparation
After collecting, the clay is prepared by crushing and/or grinding and mixing until it is of a uniform consistency. Some clays have to be weathered so that soluble salts are washed out of them. Water may be added to increase plasticity and in some cases chemicals may be added for specific purposes – for example, barium carbonate which reacts with soluble salts producing an insoluble product.
3. Moulding
The moulding technique is designed to suit the moisture content of the clay, the following methods being described in order of increasing moisture content.
(a) Semi-dry process. This process, which is used for the manufacture of fletton bricks (ex London bricks – now part of Hanson brick) utilises a moisture content in the region of 10%. The ground and screened material has a granular consistency which is still evident in fractured surfaces of the fired brick. The material is pressed into the mould in up to four stages. The faces of the brick may, after pressing, be textured or sandfaced.
(b) Stiff-plastic process. This utilises clays which are tempered to a moisture content of about 15%. A stiff plastic consistency is obtained, the clay being extruded and then compacted into a mould under high pressure. Many engineering bricks are made this way, the clay for these containing a relatively large quantity of iron oxide which helps promote fusion during firing.
(c) The wirecut process. The clay is tempered to about 20% moisture content and must be processed to form a homogeneous material. This is extruded to a size which allows for drying and firing shrinkage, and units are cut to the correct thickness by tensioned wires. Perforated bricks are made this way, the perforations being formed during the extrusion process. Wirecut bricks are easily recognised by the perforations or the ‘drag marks’ caused by the...
Table of contents
- Cover
- Halftitle
- Title
- Copyright
- Contents
- Preface
- 1. Craft training
- 2. Materials
- 3. Tools
- 4. Bonding of brickwork
- 5. Bonding of blockwork
- 6. Bonding details
- 7. Foundations
- 8. Craft operations
- 9. Bridging openings
- 10. Cavity walling and brick cladding
- 11. Damp prevention
- 12. Chimneys, flues and fireplace construction
- 13. External works
- 14. Special shaped bricks
- 15. Joint finishing
- 16. Calculations
- 17. Multi-Choice Questions
- Answers to multi-choice questions
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Brickwork for Apprentices by J. C. Hodge,Malcolm Thorpe in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Civil Engineering. We have over 1.5 million books available in our catalogue for you to explore.