- 400 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Textile Sizing
About this book
Helping you keep pace with rapid developments in the field, Textile Sizing documents the rapidly changing scenario in textile processing and research in sizing. The authors analyze new fibers, spinning methods, and weaving techniques affecting textile production and studies the impact of fiber properties, yarn quality, sizing processes and material
Tools to learn more effectively

Saving Books

Keyword Search

Annotating Text

Listen to it instead
Information
1
THE SIZING PROCESS
1.1
INTRODUCTION
The old adage that sizing is the heart of weaving still holds good today. This statement is all the more important in today’s environment when loom speeds have increased tenfold from those used in shuttle looms. The weaving process depends upon a complexity of factors which include the material characteristics, the sizing ingredients, the sizing operation, and the yarn parameters. Table 1.1 shows all the important factors that come into play in deciding the performance of warp yarns during weaving. On the whole, the aim of the textile technologist is to produce “quality” fabric economically and efficiently. Here these terms refer to the production of fabrics up to the loom stage.
The selection, evaluation, and performance of the warp (yarn/size system) for any specific fabric sett and the loom must be determined in the context of the developments and changes that have occurred in the spinning/winding/ warping and the slashing processes. The following is a brief discussion of a number of considerations that a textile technologist must be conversant with when making a decision regarding the appropriate yarn/sizing system.
In the past four decades, the weaving industry has been subject to inordinate competition which has primarily come from the fashion (short runs), knitting, and nonwoven segments. The weaving machinery manufacturers answered the pressure of competition by concentrating on the design of looms that offered relatively very high speeds. Table 1.2 shows the relative speeds of various processes of manufacturing fabrics. Obviously, to meet the demands of the higher productivity on the loom, the material characteristics and the quality and efficiency of the preceding processes also needed to be improved. This volume deals with the material characteristics, yarn structure and properties, yarn preparation, chemistry of sizing ingredients, and the performance analysis of sized yarns subjected to simulated loom parameters and its correlation with actual performance on the loom. The attempt to put this material in the present form comes at a time when the emphasis in the weaving industry is shifting away from simply higher production speeds toward optimization of the weaving process, dependability, and fabric quality.
Table 1.1 Parameters Affecting Performance of Warp Yarns During Weaving
The dff1icuty in predicting the performance of warp during actual weaving is compounded by the fact that there have been a number of developments in materials and preparation and processing techniques that have taken place over the past three decades. The following is the discussion of some of the factors that needed to be considered when evaluating and predicting the performance of warp during weaving. With almost a constant demand for improving the quality and productivity in weaving there has been an equal emphasis on the development of better quality yarns with improved tenacity, elongation, elastic recovery, in both the dry and wet state, and above all in reduction in hairiness of staple yarns.
Table 1.2 Relative Production Rates for Textile Processes
1.2
MATERIAL PROPERTIES
There have been a number of developments in the quality of cotton fibers produced around the world. Although there has been a constant and gradual improvement in strength and elongation of the upland variety, one noticeable development that is worth mentioning here is the significant improvement that has occurred in the area of the strength and elongation of extra long cotton fibers. The strength of most of these extra long staple cottons is in the range of 35–37 cN/tex, and elongation varies anywhere from 6 to 8%. These properties translate very well into improvement in yarn characteristics.
In practical mill operation, the strength property of the yarn has always been considered the prime factor that influences the performance of warp yarn during weaving. However, in recent years the mill supervisors and textile scientists have realized that other mechanical characteristics—such as elongation, elastic recovery in both wet and dry states, and physical characteristics such as abrasion resistance and moisture sorption—are equally influential in performance in the loom shed. On the other hand, as far as synthetic fibers are concerned, the trend has been more toward using finer fibers, especially when considering polyester fibers for blends with cotton. Polyester fibers of denier as low as 0.7 have been developed, but most commonly used fibers are in the range of 1 to 1.2 denier in current mill practice. This increases the number of fibers in the yarn cross section, which eventually enhances the strength, elastic recovery, and abrasion resistance of the resultant yarns. There has not been much change in the strength and elongation properties of synthetic fibers.
However, it is not the new material (fiber) properties alone that account for the continuous improvement in yarn quality; optimization of the processes, despite the increase in speed, has made the process of sizing and weaving much more efficient. This is true for most spun and filament yarns. The improvement in the quality of yarn over the last three decades can be best demonstrated by the data published by Zellweger Uster [1] for staple yarns. It is fairly safe to assume that there has not been much change in fiber length distribution, fineness, strength distribution and trash content in the raw stock of natural fibers; the properties of the yarns then are a function of the vagaries of the spinning processing technologies. The variations in a yarn that have an important influence on the efficiency of the weaving process are yarn mass variations, thin places, and strength variation. Numerous studies have demonstrated some correlation between thread breaks and thin places and variation in yarn strength. Figures 1.1 and 1.2 show the reduction in the coefficient of variation of strength and thin places of the 50% line of the Uster statistics of ring-spun combed 10 tex yarn, respectively. Even such a small reduction in the variation in yarn strength can significantly influence the yarn failure rate on the loom. There have been significant improvements in the quality of both ring- and open-end rotor-spun yarns.
Online monitoring of yarn quality during spinning and splicing during winding, clearing devices, and yarn tension control on modern machines have improved the final yarn quality that is delivered to the warping department.
Fiber and yarn characteristics are discussed in detail in subsequent chapters.
1.3
SIZING MATERIALS
Natural starch and its derivatives still constitute nearly 75% of the sizing agents used in the textile industry throughout the world. It will remain the predominant ingredient, in the near future, for use in the industry because it is relatively inexpensive. The need for the development of different sizing agents other than starch and its derivatives was prompted by the introduction of new spinning and weaving technologies; these include, as previously described, spinning technologies that produce types of yarn structures that are different from the ring spun yarns and the various types of high speed shuttleless looms. The use of either starch or its derivatives proved inadequate for the achievement of quality and efficiency in the weave room. In addition, the environmental concerns regarding the discharge of effluent in local streams and wastewater treatment plants have also been influential in the search for new sizing materials. Generally, the amount of starch applied to staple yarn varies anywhere up to 15% of the weight of the yarn. The introduction of the new types of polymer synthetic sizing materials such as polyacrylates, polyesters, and polyvinyl alcohols (PVAs) has helped to reduce the amount of coating required to achieve similar if not significantly better quality warps and weave room efficiencies. However, there is still a lack of enough experience and data to allow prediction with certainty how a particular size material will behave during sizing, weaving, and desizing or in recycling of the materials.
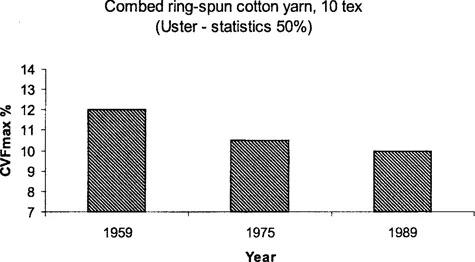
Figure. 1.1 Strength variation; percent CVFmax.
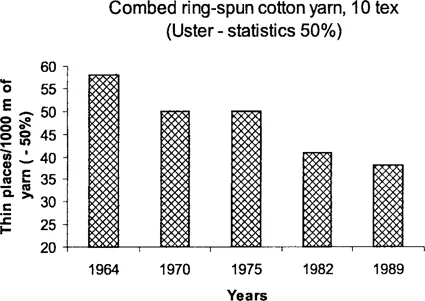
Figure. 1.2 Variation of thin places (imperfections).
Carboxymethyl cellulose (CMC) sizing has very good adhesion to cellulosic fibers, but due to the high viscosity, the concentrations used in the industry are limited to low levels. CMC sizes are combined with PVA or acrylic sizing agents to improve their performance and desizing characteristics. However, the sizes containing CMC are very difficult to recycle. PVA is sometimes combined with acrylics and acrylate type sizes.
1.4
PERFORMANCE EVALUATION
The performance of warp yarns on the loom is influenced by a number of factors as it is subjected to complex deformation including abrasion, cyclic bending and tension, and impact loading. Until recently, various constituents, such as size liquor, size film, yarn characteristics, and size/yarn behavior, have been characterized by a single measurement. For example, the size film and sized yarns have been characterized by the tenacity and elongation. Abrasion resistance is another criterion that has been used for establishing the protection provided by the size film to the yarn during weaving. None of the parameters on its own provided a reliable method for establishing a definitive correlation between the measurements made in the laboratory and actual performance of the yarn during weaving, especially during high speed weaving (over 400 picks/min). This is understandable because the process of yarn deformation during weaving is very complex. In the past two decades some progress has been made in devising a test method, empirical in nature, that incorporates the various modes of deformation that the warp yarns experience during weaving. Nevertheless, the method of data analysis to extract the information obtained from such a test method needs careful study so that the performance of warp may be predicted reliably.
In the current state of affairs, it is also important to mention that besides fulfilling the need for improving weaving performance the sizing material should not interfere adversely in the subsequent processes (e.g., dyeing and finishing) or obviously the environment.
1.5
SELECTION AND EVALUATION OF SIZE MATERIALS
At the outset it may be stated that there is no single size material that meets all the requirements as far as compatibility with every yarn being processed on any specific slasher for every fabric sett and weave room conditions. Obviously the objectives to keep in mind are that the sizing material should be easy to handle and apply to the yarn (and easy to remove) and the size-yarn system offers the best performance during weaving (improved abrasion resistance of size and yarn, yarn strength and resiliency, low shedding, and no size cracking).
In recent years several advances in improving the quality of sizing materials have been made. The properties that are important and that can be easily determined are (1) the viscosity or fluidity and (2) the mechanical and moisture sorption characteristics of the size film and the adhesion of the size to various types of fibers. For example, the polyvinyl alcohol film has an adhesive strength that is more than three times that of starch to polyester fibers. Starches have been chemically modified to improve their adhesion to fibers, strength, stability, and solubility of the size material.
The size formulations used for spun yarns (including blends) also contain other ingredients such as lubricants and binders. The lubricants help to reduce the friction and abrasion between the adjacent yarns and between yarns and heddles, dropwires, shuttles, rapiers, or projectiles. The lubricants also enhance the flexibility of the size film. The lubricants are generally fats, oils, or waxes.
In addition, another ingredient, usually a binder, is used either to enhance or suppress certain interactions between the size film and the fiber. The binder materials usually tend to reduce “skinning” in the size box and help reduce the force required to separate the yarns at the bust rods located at the front of a slasher. Acrylics and polyesters are generally used as binders. Some of these binder materials, especially acrylics, increase the viscosity of the size bath allowing better encapsulation of the yarn, which prevents hairiness of yarns from interfering in the weaving operation. Other ingredients, such as humectants, wetting agents, and defoamers, are added to the size formulation to ease the process of size application to the yarn.
The techniques to measure the size and the processing characteristics are well established, and it is important to establish standards that will help select the proper size or size blend that will give the best results. Some of the factors that need to be considered are the fiber type, yarn structure (ring spun, open end, air jet, or continuous filament), fabric sett, the slashing equipment, and such finished fabric requirements as fabric hand, brightness of color, and texture.
1.6
EVALUATION OF THE SIZING PROCESS
Weavers have been placing very stringent requirements on the quality of warp due to higher loom speeds and the need to produce first quality fabrics with an absolute minimum in defects. If the sizing is defective, the quality of the warp will be poor, which will affect the weaving operation and consequently the quality of the fabric.
In recent years a number of developments in process controls and sensing devices have made the process of applying the size and controlling the machine factors and yarn parameters much easier. The factors that need to be monitored and controlled on the slasher are as follows:
Size add-on control
- Viscosity of size formulation
Yarn speed
Size encapsulation, which may be influenced by
Size temperature/viscosity
Size level
Amount of solids in the formulation and between different formulations
Tension in size box
Mo...
Table of contents
- COVER PAGE
- TITLE PAGE
- COPYRIGHT PAGE
- PREFACE
- 1: THE SIZING PROCESS
- 2: PROPERTIES OF FIBERS AND YARNS
- 3: THE CHEMISTRY OF SIZING COMPOUNDS
- 4: WINDING, WARPING, AND SIZING
- 5: PERFORMANCE OF SIZED YARNS
- BIBLIOGRAPHY ON SIZING
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.4M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Textile Sizing by Bhuvenesh C. Goswami,Rajesh D. Anandjiwala,David Hall in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Materials Science. We have over one million books available in our catalogue for you to explore.