eBook - ePub
Feedstock Technology for Reactive Metal Injection Molding
Process, Design, and Application
- 266 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Feedstock Technology for Reactive Metal Injection Molding
Process, Design, and Application
About this book
Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and Application provides an authoritative guide on the basics of feedstock technology and the latest developments in binders for titanium metal injection moulding and their potential implications. In addition, the book presents challenges that MIM technology of reactive metals is currently facing and potential solutions for commercial success. As both commercial growth and research development are fundamentally driven by the economics of manufacture, this book presents the problems and potential solutions regarding reactive metals, making it a valuable resource for engineers intending to utilize MIM in commercial product design.
- Provides comprehensive details and case studies on the feedstocks currently under extensive development, in research and in the commercial domain
- Discusses the most recent developments of binder chemistry and design, along with the most critical challenges in MIM technology
- Includes comprehensive evaluations with regard to feedstock characterization and impurity control
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Chapter 1
Reactive powder metal injection molding
Abstract
This chapter briefly introduces each step involved in metal injection molding. It also introduces the evolution of metal injection molding technologies, opportunities, applications, and some constraints.
Keywords
Metal injection molding; applications; MIM products
1.1 Metal injection molding—a standout manufacturing technology?
The market of metal injection molding (MIM) has expanded significantly over the last decades to include a broad array of applications such as consumer electronics, automotive, medical, and firearms. MIM fabrication results from the application of plastic injection molding technology to powder metallurgy. It is a low-cost forming method best suited for the metals and alloys that are difficult to machine or cast. The process is used to make small-to-medium and complex-shaped parts from metal or alloy powders and relies on shaping metal particles and subsequently sintering those particles. Hence, the process is capable of producing parts having higher strength compared with die casting, improved tolerances compared with investment or sand casting, and more shape complexity compared with most other forming routes. The competitive advantage comes from the ability of MIM to manufacture complex parts at high production rates and near-net-shaping capability, which results in high yield savings. Conventional production processes are being increasingly replaced by MIM—machining, casting, and press-sintering are some of the processes that have been replaced by MIM.
1.2 Overview of metal injection molding
1.2.1 Metal injection molding processes
Although powder injection molding (PIM) was first demonstrated during the 1930s when the ceramic spark plug bodies were produced, MIM did not achieve commercial status until the 1970s. The delay was due to the lack of sophistication in the process equipment. With the advent of microprocessor-controlled processing equipment, such as molders and sintering furnaces, which enabled repeatable and defect-free cycles with tight tolerances, the manufacturing infrastructure of the MIM strategy improved dramatically.1
MIM attracted major attention in 1979 when two design awards were won. One award was for a screw seal used on a Boeing jetliner. The second award was for a niobium-alloy thrust chamber and injection for a liquid-propellant rocket engine.2 These awards provided the necessary springboard for extensive research in this field. Several patents emerged, with one of the most useful being issued in 1980 to Ray Wiech. From this beginning, a host of other patents, applications, and firms strictly dealing with MIM rose. By the middle 1980s, the MIM technology had developed a firm base in the manufacturing sector. Since the mid-1990s, the MIM technology has expanded to include an array of different material families and new and innovative product designs that were not possible with conventional processing.
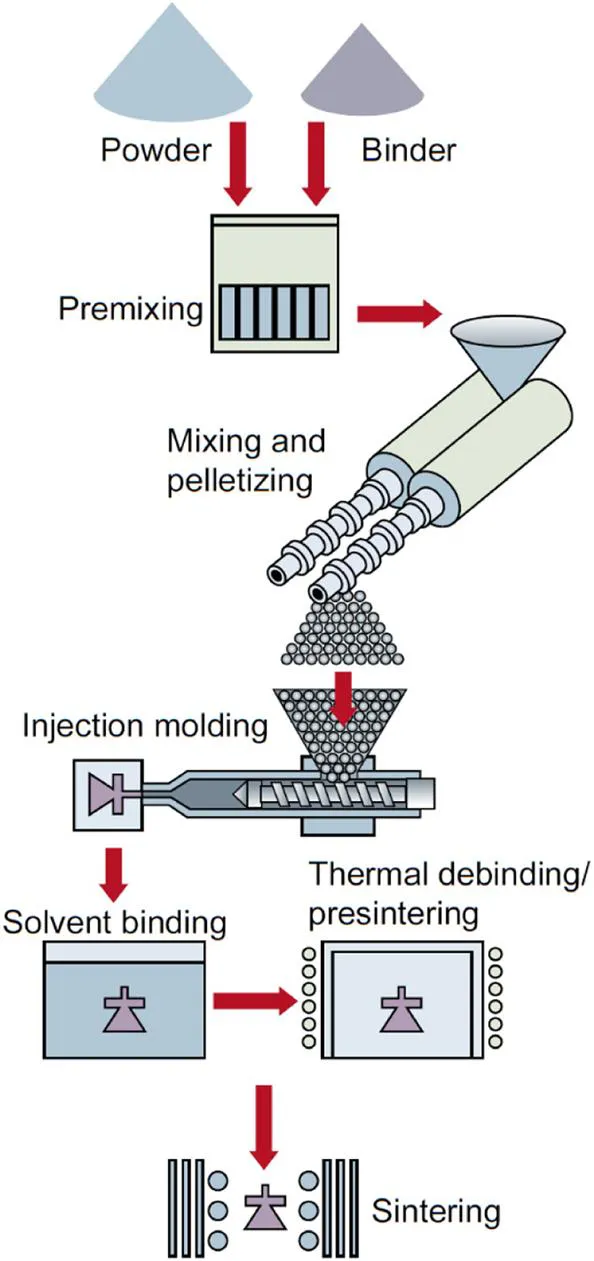
The key steps of MIM include (1) selecting and tailoring a powder for the process; (2) mixing metallic powder and a binder system to form a homogenous feedstock; (3) molding the feedstock to achieve the required shape and geometry (green parts); (4) removal of the binder while keeping the geometry (debinding); (5) sintering the debound parts (brown parts) to achieve the desired mechanical properties; and (6) post sintering treatments to further improve properties if required. The steps involved in the MIM are illustrated in Fig. 1.1.
MIM can process any metal if the metal is produced in a suitable powder form. Some common material families used in MIM are stainless steel, low alloy steel, tool steel, titanium, copper, tungsten, and hard metals. MIM products' mechanical properties are superior to cast products in most cases and slightly inferior to wrought products. Cast and MIM components both have some microstructural voids as a result of the processing methods. The cast voids are usually large due to the cooling of liquid to solid while the MIM voids are typically fine and well distributed across the microstructure after sintering. The large voids of the cast components result in the inferior properties than MIM components. Even full densification (microstructure without voids) can be attained in MIM by post sintering techniques such as hot isostatic pressing. The dimensional variability of the MIM process is associated with the amount of shrinkage that the component experiences during the debinding and sintering. Components shrink about 1% during the debinding operation and about 15%–25% after sintering.
1.2.2 Design consideration
Before selecting this technology, capital investment, production costs, production rate as well as performance and quality of the part are the factors that need to be taken into consideration. As a general rule of thumb, components that are produced by press and sinter technology (generally less than 100 g) can be easily manufactured by MIM. Typically, an average size of 15 g is common for a MIM component; however, components in the range around 0.030 g are also possible.4 Table 1.1 presents the lower and upper specifications of the MIM process.
Table 1.1
| Attributes | Minimum | Typical | Maximum |
|---|---|---|---|
| Component mass (g) | 0.030 | 10–15 | 300 |
| Max. dimension (mm) | 2 | 25 | 150 |
| Min. wall thickness (mm) | 0.025 | 5 | 15 |
| Tolerance (%) | 0.2 | 0.5 | 1 |
| Density (%) | 93 | 98 | 100 |
| Production quantity | 1000 | 100,000 | 100,000,000 |
| Surface finish (µm) | 0.3 | 0.8 | 1 |

MIM process generally produces good surface finish. Typically, the surface finish of 0.8 μm can be achieved easily. However, surface finish as smooth as 0.3 μm is also possible. The surface finish generally depends on the chemistry of powders used and the sintering conditions.
As MIM involves postmolding steps of debinding and sintering, there are some design recommendations that should be considered to get high-quality MIM product, as listed:
- 1. Avoid components over 12.5 mm thick. In cases where thick sections are desired, special modifications to the binder system ...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright
- Chapter 1. Reactive powder metal injection molding
- Chapter 2. Design strategy of binder systems and feedstock chemistry
- Chapter 3. Binder system interactions and their effects
- Chapter 4. Impurity management in reactive metals injection molding
- Chapter 5. Potential feedstock compositions for metal injection molding of reactive metals
- Chapter 6. Outlook of reactive metal injection molding
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Feedstock Technology for Reactive Metal Injection Molding by Peng Cao,Muhammad Dilawer Hayat in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Materials Science. We have over 1.5 million books available in our catalogue for you to explore.