eBook - ePub
Minimization of Welding Distortion and Buckling
Modelling and Implementation
- 308 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
About this book
Welding is a cost-effective and flexible method of fabricating large structures, but drawbacks such as residual stress, distortion and buckling must be overcome in order to optimize structural performance. Minimization of welding distortion and buckling provides a systematic overview of the methods of minimizing distortion and buckling in welded structures.Following an introductory chapter, part one focuses on understanding welding stress and distortion, with chapters on such topics as computational welding mechanics, modelling the effect of phase transformations on welding stress and distortion and using computationally efficient reduced-solution methods to understand welding distortion. Part two covers different methods of minimizing welding distortion. Chapters discuss methods such as differential heating for minimizing distortion in welded stiffeners, dynamic thermal tensioning, reverse-side heating and ways of minimizing buckling such as weld cooling and hybrid laser arc welding.With its distinguished editor and international team of contributors, Minimization of welding distortion and buckling is an essential reference for all welders and engineers involved in fabrication of metal end-products, as well as those in industry and academia with a research interest in the area.
- Provides a systematic overview of the methods of minimizing distortion and buckling in welded structures
- Focuses on understanding welding stress and distortion featuring computational welding mechanics and modelling the effect of phase transformations
- Explores different methods of minimizing welding distortion discussing differential heating and dynamic thermal tensioning
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Part 1
Understanding welding residual stress and distortion
1
Introduction to welding residual stress and distortion
P. Michaleris, Pennsylvania State University, USA
Abstract:
Types of welding distortion are classified as out-of-plane types (such as buckling, longitudinal bending (bowing), and angular change) and in-plane types (such as transverse shrinkage, longitudinal shrinkage and rotational distortion). Several methods for controlling welding distortion are described; some can be applied during welding, and others after welding is completed. As some methods may reduce one distortion mode but increase another, it is imperative to identify the distortion mode of a particular structure before selecting the appropriate distortion mitigation method. Welding-induced buckling is eliminated by ensuring that the compressive longitudinal residual stress is lower than the critical buckling stress of the plate, either by increasing the critical buckling stress of the plate, reducing the welding residual stress, or modifying the residual stress after welding. Angular distortion is usually controlled by the use of presetting, restraints, or back side heating. Bowing (also referred to as camber) distortion is controlled by either reducing the welding heat input or balancing the welding residual stress over the cross-section of a structure to minimize the bending moment.
Key words
weld distortion
buckling
angular distortion
bowing distortion
thermal tensioning
weld cooling
1.1 Types of welding distortion
The application of welding in fabricating large structures offers several advantages over mechanical joining methods such as improved structural performance, weight and cost savings, and flexibility of design. However, welding induces residual stress and distortion which may result in loss of dimensional control, costly rework, and production delays.
Masubuchi1 classified welding distortion into six types (modes) as illustrated in Fig. 1.1. In transverse shrinkage the parts shrink in the direction transverse to the weld. Angular change manifests in fillet and butt welds where the angle of the plates changes after welding. In rotational distortion the parts open as the welding progresses. In longitudinal shrinkage the parts shrink in the welding distortion. Welding-induced buckling is elastic instability caused by compressive residual stress. Longitudinal bending, also known as bowing or camber distortion is bending caused by nonbalanced residual stresses with respect to the neutral axis of the part.
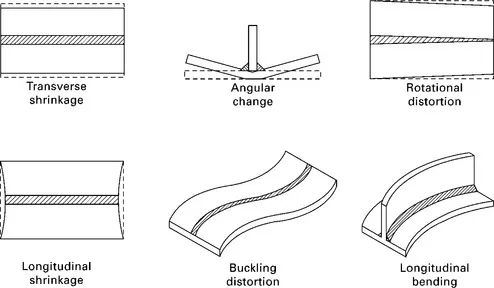
Fig. 1.1 Types of welding distortion.1
The welding distortion modes can be further classified into in- and outof-plane modes. Transverse shrinkage, longitudinal shrinkage and rotational distortion are in-plane modes, and buckling, longitudinal bending (bowing), and angular change are out-of-plane modes. In general, in-plane distortion is negligible in small parts and receives little attention. In large components, such as in shipbuilding, in-plane distortion can be significant and manufacturers compensate by starting with bigger parts. Out-of-plane distortion modes are very common and sometimes difficult to control. This book concentrates on out-of-plane distortion modes. Structures composed of thin section panels relative to their size are usually prone to buckling distortion. When welding results in buckling distortion, the magnitude of distortion is very large, and distortion control methods should be implemented to remove the the source of buckling. Structures with thick sections are more resistant to buckling and usually distort into bowing and angular out-of-plane modes.
1.2 Formation of welding distortion
The following sections describe in detail the causes of the various types of out-of-plane distortion.
1.2.1 Buckling distortion
Buckling distortion manifests when compressive residual stresses generated by welding exceed the critical buckling strength of the part. The concept was discussed in Masubuchi’s book.1 Yurioki and Koseki, and Ueda and co-workers2–6 proposed the inherent strain method for estimating the propensity of plates to form welding-induced buckling distortion. Michaleris and co-workers7–9 developed Finite Element based methodologies for predicting buckling distortion in general structures.
The three bar analogy is commonly used to illustrate the formation of welding residual stress. Figure 1.2 illustrates three bars of equal length connected at the ends. The dark bar is hot and the light bars are cold. The symbol S notes their stress state. The middle bar corresponds to the welding region and is considered to have a smaller diameter than the side bars corresponding to the remainder of the part. Before welding, Fig. 1.2a, all bars have room temperature and zero stress. When the middle bar is heated, Fig. 1.2b, it expands and pulls along the side bars. The middle bar is under compression and the side bars are in tension. If the temperature is high, such as in welding, the yield strength of the material drops and the middle bar permanently deforms owing to plasticity. When the middle bar returns to room temperature it contracts. If the bar was not connected, Fig. 1.2c, at room temperature it would be shorter than the side bars owing to the plastic deformation. However, since it is connected, Fig. 1.2d, it pushes the side bars into a compression. The middle bar is now in tension. Therefore, after welding the welding region is expected to be in tension and the base material in compression. Figure 1.3 illustrates the computed temperatures and corresponding longitudinal stress before, during, and after welding across a plate.10 Before welding, the plate has zero stress. During welding, the welding region (center of the plate) is under compression and the edges of the plate are under tension. After cooling, the stresses reverse, resulting in tension at the welding region and compression elsewhere.
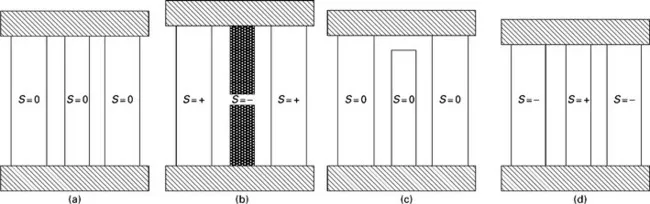
Fig. 1.2 Formation of welding residual stress: (a) room temperature; (b) heated middle ba...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright
- Contributor contact details
- Part 1: Understanding welding residual stress and distortion
- Part II: Minimizing welding distortion
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Minimization of Welding Distortion and Buckling by Pan Michaleris in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Industrial Engineering. We have over 1.5 million books available in our catalogue for you to explore.