- 294 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
About this book
Ductile Fracture in Metal Forming: Modeling and Simulation examines the current understanding of the mechanics and physics of ductile fracture in metal forming processes while also providing an approach to micromechanical ductile fracture prediction that can be applied to all metal forming processes. Starting with an overview of different ductile fracture scenarios, the book then goes on to explain modeling techniques that predict a range of mechanical phenomena that can lead to ductile fracture. The challenges in creating micromechanical models are addressed alongside methods of applying these models to several common metal forming processes.
This book is suitable for researchers working in mechanics of materials, metal forming, mechanical metallurgy, and plasticity. Engineers in R&D industries involved in metal forming such as manufacturing, aerospace, and automation will also find the book very useful.
- Explains innovative micromechanical modeling techniques for a variety of material behaviors
- Examines how these models can be applied to metal forming processes in practice, including blanking, arrowed cracks in drawing, and surface cracks in upset forging
- Provides a thorough examination of both macroscopic and microscopic ductile fracture theory
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Chapter 1
Macroscopic ductile fracture phenomena
Abstract
This chapter provides an overview of macroscopic ductile fracture phenomena observed in metal-forming processes and in material tests using an optical microscope. In metal-forming processes, edge cracking and alligatoring in strip rolling, central bursts in wire drawing and in bar extrusion, Christmas-tree cracking in bar extrusion, surface cracking in cylinder upsetting, forming limit in sheet forming, and rupture in shearing are mainly dealt with. In material tests, fracture in tensile test, fracture in shear test, fracture in hole flanging test, and fracture in other material tests are dealt with. These macroscopic ductile fracture phenomena are analyzed or simulated in the following chapter.
Keywords
Macroscopic phenomena; edge cracking; alligatoring; central burst; Christmas-tree cracking; surface cracking; forming limit; rupture; fracture
1.1 Introduction
Deep drawing (Dieter, 1988), in which a cylindrical cup is produced from a circular sheet, is considered. Deep drawing is performed by placing the circular sheet over a die and pressing the circular sheet into the die using a punch. A blank holder is usually used to press the circular sheet, which is also called a blank, against the die. When the pressure to hold the circular sheet is appropriate, a sound defect-free cylindrical cup is obtained. However, when the pressure to hold the circular sheet is insufficient, the circular sheet buckles and wrinkles. Furthermore, when the pressure to hold the circular sheet is excessive, the circular sheet fractures and is occasionally broken into two parts.
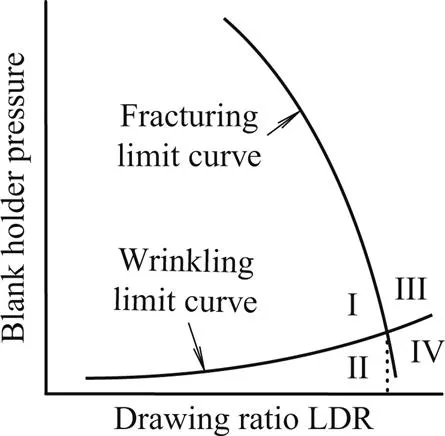
Fig. 1.1 shows the forming limits for the deep drawing of a cylindrical cup. The vertical axis indicates the blank holder pressure, whereas the horizontal axis indicates the drawing ratio, which is defined as the diameter of the circular sheet divided by the punch diameter. The circular sheet buckles and wrinkles in the region below the wrinkling limit curve, that is, in the regions II and IV. The circular sheet fractures and is occasionally broken into two parts in the region above the fracturing limit curve, that is, in the regions III and IV. Hence, a sound defect-free cylindrical cup is obtained only in the region I. The horizontal coordinate of the point at which the wrinkling limit curve intersects the fracturing limit curve, is called the limiting drawing ratio, which is abbreviated to LDR and indicates the maximum drawing ratio in the case that the pressure to hold the circular sheet is optimized.
Buckle and fracture are the two representative shape defects in metal-forming processes. If productivity is required to increase in metal-forming processes, the possibility of the occurrence of either buckle or fracture increases. Because productivity will be required to increase limitlessly in future metal-forming processes, researches on the prevention of the occurrence of either buckle or fracture will be required endlessly in the future. However, the cause of the occurrence of buckle differs from the cause of the occurrence of fracture, as described in the following.
Representative shape defects due to buckle are center buckle and edge buckle in sheet rolling, wrinkle in deep drawing, and buckle in upsetting of a cylinder having large initial height/diameter ratio. Buckle generally occurs under compressive stress and has no relevance to voids. Hence, increasing the mean normal stress in the region at which buckle occurs is generally required to prevent the occurrence of buckle.
Representative shape defects due to fracture are edge crack in strip rolling, central burst and surface crack in drawing, central burst and surface crack in extrusion, crack in deep drawing, and surface crack in upsetting of a cylinder having small initial height/diameter ratio. Fracture generally occurs under tensile stress and has relation to voids. Hence, decreasing the mean normal stress in the region at which fracture occurs is generally required to prevent the occurrence of fracture. Therefore, the method for preventing and predicting the occurrence of buckle differs from the method for preventing and predicting the occurrence of fracture. Hence, buckle in metal-forming processes is not dealt with in this book.
Fracture is divided into following two types: brittle fracture and ductile fracture. Brittle fracture is a fracture in which the material fractures after little plastic deformation, whereas ductile fracture is a fracture in which the material fractures after large plastic deformation. Because this book deals with the fracture in metal-forming processes, ductile fracture is mainly dealt with in this book.
Working is divided into following two types: hot working and cold working. Hot working is a working in which metal forming is performed above the recrystallization temperature of the material, whereas cold working is a working in which metal forming is performed below the recrystallization temperature of the material. Because the workability of the material in hot working is much higher than the workability of the material in cold working, researches on the fracture of the material in hot working are less required than researches on the fracture of the material in cold working. Hence, fracture of the material in cold working is mainly discussed in this book.
In dynamic plastic deformation, an adiabatic shear band (Zener and Hollomon, 1944) occasionally appears. Although strain rate has only a slight effect upon the isothermal stress–strain relationship, an isothermal deformation is subjected to change to an adiabatic deformation with increasing the strain rate. When the material deforms plastically, the majority of the energy dissipated in the material is converted into heat. Hence, when the material ...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright
- Preface
- Chapter 1. Macroscopic ductile fracture phenomena
- Chapter 2. Macroscopic ductile fracture criteria
- Chapter 3. Microscopic ductile fracture phenomena
- Chapter 4. Microscopic ductile fracture criteria
- Chapter 5. Micromechanical modeling using an ellipsoidal void model (author’s model)
- Chapter 6. Simulation results using an ellipsoidal void model (author’s model)
- Bibliography
- Author Index
- Subject Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Ductile Fracture in Metal Forming by Kazutake Komori in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Mechanical Engineering. We have over 1.5 million books available in our catalogue for you to explore.