eBook - ePub
Process Pipe and Tube Welding
A Guide to Welding Process Options, Techniques, Equipment, NDT and Codes of Practice
- 160 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Process Pipe and Tube Welding
A Guide to Welding Process Options, Techniques, Equipment, NDT and Codes of Practice
About this book
The welding of tubes is an essential requirement in the fabrication of components in many industries. The original idea for this book came from a seminar organized by The Welding Institute which attracted over 100 specialists concerned with design, fabrication, production and quality assurance and yielded a number of valuable papers. "Process Pipe and Tube Welding" contains some of these papers together with additional chapters to provide comprehensive coverage of all aspects of tube welding from initial design considerations through production to final inspection. In the first three chapters the authors outline the process and equipment options available for both manual and mechanized welding. This is essential for design and production planning when faced with the choice of competing processes such as MMA, MIG, TIG or plasma, helping engineers make the right choice for particular applications and ensuring the most cost effective welding techniques are employed. Five further chapters are devoted to the application of tube welding in the aero-engine, ship building, power generation, petrochemical and chemical plant industries with numerous details on processes, materials, techniques and equipment. The welding parameters and production data provided by the authors are a valuable source of information and will help engineers to overcome problems in production.This title includes Process options and manual techniques for welding pipework fabrications; Mechanised arc welding process options for pipework fabrications; Process techniques and equipment for mechanised TIG welding of tubes; Welding pipes for aero-engines; TIG welding pipework for ships; Automatic tube welding in boiler fabrication; TIG and MIG welding developments for fabrication of plant for the chemical, petrochemical, and offshore oil and gas industries; Fabrication of aluminium process pipework; A fabrication system for site mechanical construction; Qualification of welding procedures for the chemical process industry; Non-destructive examination of welds in small diameter pipes.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Chapter 1
Process options and manual techniques for welding pipework fabrications
K R SPILLER
Publisher Summary
Joining pipework with any of these processes is regarded as a specialized operation, with the most important requirement relating to the quality and profile of the penetration bead. The successful achievement of this critical application is one of the most exacting tasks the welder encounters, particularly when root runs are made on unbacked, unrotated butt joints. Where high quality root runs are required, TIG welding, with or without the use of fusible inserts, is usually preferred. Where the quality becomes less stringent, MMA with basic, rutile and cellulosic electrodes or the MIG process finds acceptance. Whichever process is used, the production of controlled penetration beads on an unrotated pipe is possible, provided the correct application of specific techniques is carried out. This chapter discusses, in turn, the relative merits of the manual techniques of each process.
Of the methods available for joining pipe, a principal technique is manual welding using the manual metal arc (MMA), tungsten inert gas (TIG), and metal inert gas (MIG, MAG or CO2) processes.
Joining pipework with any of these processes is regarded as a specialised operation, with the most important requirement relating to the quality and profile of the penetration bead. The successful achievement of this critical application is one of the most exacting tasks the welder encounters, particularly when root runs are made on unbacked, unrotated butt joints. Where high quality root runs are required, TIG welding, with or without the use of fusible inserts, is usually preferred. Where the quality becomes less stringent, MMA with basic, rutile and cellulosic electrodes, or the MIG process find acceptance.
Whichever process is used, the production of controlled penetration beads on an unrotated pipe is possible, provided the correct application of specific techniques is carried out. This chapter discusses, in turn, the relative merits of the manual techniques of each process.
Physical and geometrical aspects of pipewelding
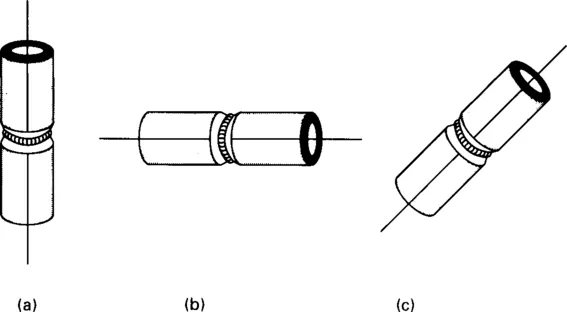
Welding a pipe butt joint, especially when its axis is in the fixed position, i.e. vertical, horizontal, or 45° inclined (classified as 2G, 5G, and 6G respectively, Fig. 1.1), is one of the most difficult challenges to the welder, particularly when making the root run in the overhead quadrant, which will henceforth be referred to as the ‘critical area’. It will be appreciated that on larger pipe diameters, for example, 300mm OD, a greater degree of tolerance will be present than when pipes of smaller diameters, i.e. 100mm, are welded.
The techniques used to make the all-important root run in pipe butt joints are given in Table 1.1.
Table 1.1
Techniques for making root runs on unbacked pipe butt joints
| Welding process | Manual welding technique |
| MMA | 1 Vertical-up: rutile electrodes |
| 2 Vertical-up: basic electrodes | |
| 3 Vertical-down: cellulosic electrodes | |
| 4 Vertical-down: basic electrodes | |
| TIG | 1 Vertical-up: filler rod additions |
| 2 Vertical-up: fusible inserts | |
| 3 Vertical-up: fusing the root. No fusible inserts or filler rod | |
| MIG or CO2 | 1 Vertical-down: solid wire dip transfer |
| 2 Vertical-up: solid wire dip transfer |
The limitations imposed on the maximum permissible protrusion of the penetration bead into the bore of the pipe are given in Table 1.2. While these acceptance limits are laid down, any concavity should merge smoothly into the adjacent surfaces and should be of a continuous and uniform profile around the internal circumference of the welded joint. The mismatch of the internal bore will also affect the penetration bead formation and profile. Many codes give allowable tolerances on the amount of bore mismatch which can be permitted, but this should never be taken as a licence to tolerate the limits and every effort should be exercised to keep the bore mismatch to a minimum.
Table 1.2
Limits of bore protrusion and root concavity
| Nominal bore of pipe | Maximum penetration in bore, mm |
| Less than 12mm | 0.8 |
| 12mm up to but not including 50mm | 1.5 |
| 50mm up to but not including 100mm | 2.5 |
| 100mm and larger | 3.0 |
Root concavity.
1. The bore surface of the joint is of smooth contour
2. The depth of root concavity is no greater than 10% of the pipe wall thickness or 1.2mm, whichever is the smaller
3. The thickness of the weld is not less than the pipe wall thickness
Manual metal arc (MMA) welding
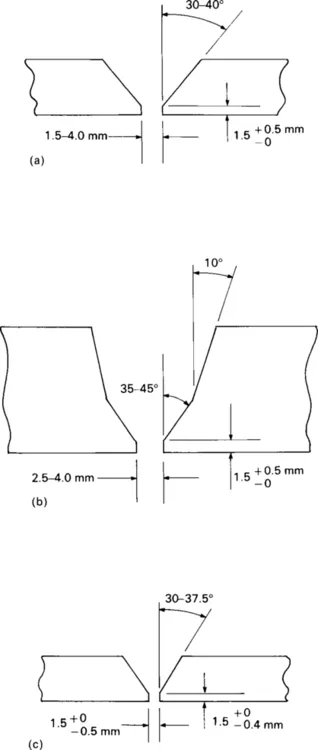
The MMA process may be used on a wide range of materials and pipe sizes and is one of the most commonly practised for welding steel pipe. Although it is capable of being used to produce high integrity joints, consistent control of the penetration bead profile is difficult to achieve and can vary from being concave to a typical 3mm convex protrusion. The design of the joint preparation and the fit-up obtained make a significant contribution towards the achievement of controlled penetration beads. A representative sample of joint designs as given in various piping codes is reproduced in Fig. 1.2. Two techniques are available for making the root run: vertical-up and vertical-down welding. The choice of method is not affected by the diameter of the pipe, but depends primarily upon the wall thickness and type of material being welded.
When a vertical-up procedure is used it is customary to start welding at the 6 o’clock position and weld upwards until the 12 o’clock position is reached. This method is preferred for thick-walled pipe where the walls act as a ‘heat sink’ by dissipating the heat more rapidly from the weld area. The rapid cooling rates can cause metallurgical changes within the heat affected zone (HAZ) which could prove detrimental. To overcome this the cooling rate must be reduced, and this is accomplished by decreasing the rate of welding and depositing a heavier weld bead.
When vertical-down welding is used, the weld is started at the top side of the pipe (12 o’clock position) and is then continued downwards to the 6 o’clock position. Vertical-down welding is primarily used to weld relatively thin-walled steel pipe since it allows fast travel speeds. On heavier walled pipe it is possible to use the vertical-down procedure with larger diameter electrodes and current values, but in doing this the welder will experience considerable difficulty in maintaining control over the weld pool. The weld pool increases in size which results in the pool over-running the arc and so flooding the joint. Moreover, because of gravitational forces, the increased weld pool and associated slag coverage cushions the arc and can cause defects such as pinholes, lack of root fusion and cold lapping.
Formation of root penetration around the pipe
When making the root run on a fixed 5G position p...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright
- Introduction
- Chapter 1: Process options and manual techniques for welding pipework fabrications
- Chapter 2: Mechanised arc welding process options for pipework fabrications
- Chapter 3: Process techniques and equipment for mechanised TIG welding of tubes
- Chapter 4: Welding pipes for aero engines
- Chapter 5: TIG welding of pipework for ships
- Chapter 6: Automatic tube welding in boiler fabrication
- Chapter 7: TIG and MIG welding developments for fabrication of plant for the chemical, petrochemical and offshore oil and gas industries
- Chapter 8: Fabrication of aluminium process pipework
- Chapter 9: A fabrication system for site mechanical construction
- Chapter 10: Qualification of welding procedures for the chemical process industry
- Chapter 11: Non-destructive examination of welds in small diameter pipes in the nuclear industry
- Further reading
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Process Pipe and Tube Welding by W Lucas in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Civil Engineering. We have over 1.5 million books available in our catalogue for you to explore.