The importance of electric arc furnace steelmaking is evident from the escalated world production seen in steel industry. This book presents systematic and complete details on the current state of knowledge about metallurgical processes carried out in the electric arc furnace. It includes principles of construction of electric arc furnaces, applied construction solutions, and their operations (together with auxiliary/supportive devices). Modern technologies of melting of various grades steel are detailed, considering the participation of secondary metallurgy including theoretical backgrounds of chemical processes and reactions. It contains theoretical analysis and results of laboratory, model, and industrial tests.
Features:
Covers the practical aspects of electric arc furnace steelmaking including technological process.
Discusses the operation issues of an electric arc furnace in a technical and technological context.
Presents a systematic and complete knowledge about relevant construction solutions and metallurgical processes.
Includes practical industrial benchmark indicators in the scope of equipment and technology.
Analyses practical case studies from industry.
This book aims at researchers, professionals and graduate students in Metallurgical Engineering, Materials Science, Electric Power Supply, Environmental Engineering, and Mechanical Engineering.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Metallurgy is an area of science and practice covering manufacturing, processing, and research on metal properties. The objective of the work in the area of metallurgy is to process the metal ores that are present in the earth’s crust and to obtain the final product in the form of finished products that are useful in people’s lives. It includes the extracting processes, metal casting, metal forming, and creating appropriate product properties. It is often widely considered equivalent to steelmaking, but steelmaking has a narrower meaning; it covers the practical, industrial aspect of obtaining metal products, and it is particularly concerned with the so-called extraction metallurgy. Metal extraction processes obtain a metal ingot from metal ores for further processing. Electrometallurgy is an area of extraction metallurgy. This is the part of metallurgy theory and practice that deals with manufacturing metals and their alloys in the furnaces wherein electrical energy is the source of heat. With respect to the production of ferrous alloys, it is called steel electrometallurgy. The use of electrical energy as a heat source in the steelmaking process has a number of advantages; the capability to control the temperature is one of the most important.
The electric arc furnace (EAF) is the basic industrial unit for steel production using electrical energy. Here, electrical energy is converted into heat energy in an electric arc. Nowadays, over 1.8 billion metric tons of steel is produced worldwide annually, including almost 30% in EAFs. EAFs are particularly useful for steel production using steel scrap as the charge. Practically all steel scrap that is generated as a result of human activity is converted in metallurgical processes into useful steel.
1.2 Historical Development of Electric Furnace Design
The development of EAF design is inseparably related to the development of knowledge of electrical engineering, and to the progress in science and technology of the electrical industry as well as the techniques of control, automation, and IT. The effect of the electric arc was discovered in 1809 by the English scientist Humphry Davy, when he experimented with primary batteries [1]. Practically, it has been since that time that attempts started to use the electric arc for melting metals. The first laboratory EAF was built in the mid-19th century; at that time, the first patents for melting metals with the electric arc were also obtained. William Siemens was the forerunner, who was the first to design laboratory EAFs: direct heating furnace in 1878 (Figure 1.1) and a furnace with a conductive hearth and direct charge heating in 1879 (Figure 1.2). In these furnaces, the automatic control of the arc current was applied for the first time by changing the supply electrode position with an electromagnetic controller.
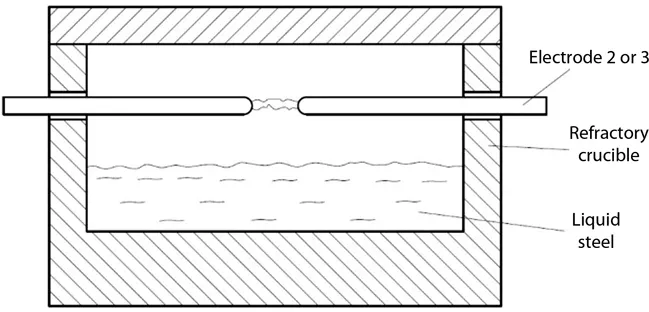
FIGURE1.1 Diagram of indirect electric arc heating [2]. (Adopted from Charles, 1985.)
FIGURE1.2 Diagram of direct electric arc heating [2]. (Adopted from Charles, 1985.)
In 1888, there was a breakthrough in the development of steelmaking EAF design when Paul Héroult patented an EAF with the direct heating of the metal bath (Figure 1.3). In this furnace with the direct heating of the metal charge, the current flows in a closed circuit: electrode – slag – metal – slag – electrode. After applying many improvements and modifications, as operating experience was gained, theoretical and applied electrical engineering developed, and in 1899, this furnace became the basis for designing the first prototype of industrial EAF, of which the basic design principles are still being applied. Steel production on an industrial scale in an EAF of this type started in 1907.
FIGURE1.3 Diagram of the process with direct electric arc heating [2]. (Adopted from Charles, 1985.)
The original design of the EAF by P. Héroult had a disadvantage: a nonuniform distribution of temperature in the metal bath arising from an insufficient specific power of the furnace transformer and an excessively low electric arc current. Therefore, the charge melting was slow, and the heat losses accompanying this process were high. Consequently, the unit electricity consumption was also high. The basic design advantage of the direct EAF, which was the possibility of high power concentration and thereby the acceleration of the charge melting process, was not utilized. Therefore, induction core furnaces and indirect EAFs were competitive for direct EAFs.
The industrial implementation of direct EAFs in the steel metallurgy was stopped because of an incorrect focus on new design solutions. Based on the assumption that the operation of this furnace can be substantially improved by creating increased convection resulting from the electric current impact, design solutions enabling the electrical current to flow through the whole depth of the metal bath and the furnace hearth were sought. Between 1900 and 1915, a series of design solutions of direct arc furnaces were introduced with a water-cooled electrode embedded in the hearth, that is, the so-called conductive hearth furnaces. These furnaces (Gironde and Nathusius furnaces), in terms of design, were more complicated, and they did not confirm their advantages in industrial operation. This was caused by insufficient strength of the hearth. Therefore, they were gradually eliminated from production and replaced with improved furnaces with a nonconductive hearth. The implementation of threaded carbon electrodes between 1910 and 1911 for production, followed by graphite electrodes, was significant for the development of steelmaking arc furnaces. These electrodes, operating continuously (possibility of their extension), stabilized the operating conditions of EAFs, which improved their performance.
In the 1920s, Andrea and Ricke developed circular charts and the electrical characteristics of arc furnace operation. The analysis of these charts indicated that the fundamental design fault of arc furnaces was due to the application of excessively low operating voltages (90–130 V). Increasing these voltages to the range of 180–230 V allowed the unit power and furnace efficiency to increase significantly as well as to improve their thermal efficiency.
Attempts were also made to apply electrical energy for metallurgical production in furnace designs other than the classic arc furnaces. In 1905, M. Bolton, in a Siemens plant, built the first prototype of a vacuum arc furnace, operating in an argon atmosphere or at a negative pressure. Vacuum arc furnaces were only applied commercially in the 1950s while simultaneously initiating a whole group of various designs of furnaces for the secondary refining of steel. This group included induction furnaces, electron-beam furnaces, furnaces for electro-slag steel refining, and plasma furnaces.
The first attempts to use the electromagnetic induction effect for melting metals were made at the beginning of the 20th century. However, already in 1887, D. Ferranti patented a low-frequency induction core furnace. In 1890, E.A. Colbe applied for a patent for a vacuum core induction furnace. The first industrial core induction furnace was built by Kjellin in Sweden in 1908. However, core induction furnaces were not applied in steel electrometallurgy due to an unfavorable shape of the working space. They are applied in nonferrous metallurgy.
During 1905–1907, A.N. Lodygin designed – and in 1908 published – a description of the principles of operation and design of the high-frequency coreless induction furnace. At the same time, French company Schneider–Creusot obtained a patent for the coreless induction furnace. The first trials of melting zinc with a high-frequency electric current were conducted by the Lorentz Company in 1912–1913. A coreless induction furnace for melting steel in the industrial scale was built in the US by E. Northrup in 1916.
Initially, coreless induction furnaces were not applied commercially due to severe difficulties related to the generation of high-frequency electric current. Only the development of the design of machine generators for high-frequency current led to the construction of the first industrial coreless induction furnace for steel melting in 1930. In the subsequent years, the development of coreless induction furnace design was fast, and it was accompanied by a constant increase in their capacity. At present, open and vacuum high-frequency induction furnaces are applied to make top quality steel and special alloys. The capacity of these furnaces achieves approximately 65 t. As the technology has developed, thyristor frequency converters have been applied, which has substantially simplified their design and allowed the current frequency to be controlled.
1.3 Development of the Design of Modern Electric Arc Furnaces
So far, we can distinguish four generations of steelmaking EAFs, with reference to their design and the practices applied [3]. The unit power of the installed furnace transformer and the related productivity can be adopted as the basic criteria for division. The first-generation furnaces in use until the 1960s had transformers up to 250 kVA/t of furnace capacity, and their productivities reached 15–20 t/h. Works by W.E. Schwabe on the design of the secondary circuit and high-power technology published in the 1960s contributed to the construction of furnaces with the transformer unit capacity from 250 to 450 kVA/t. It enabled their productivity to increase from 25 to 40 t/h. A dozen or so years later, the third-generation furnaces with the transformer capacity from 450 to 700 kVA/t were implemented, and their productivity was 50–80 t/h. For about 30 years, most furnaces that were built have been fitted with a transformer with a unit power over 700 kVA/t (often above 1,000 kVA/t), and the obtained capacity reaches above 100 t/h. The first-generation furnaces were called RP (regular power), the second – HP (high power), the third – UHP (ultra-high power), and the last – SUHP (super ultra-high power). The development of transformer power also involved an increase in the furnace capacity. The first furnaces had capacities in the range of 5–25 t, whereas the capacity of the ones built today reaches 400 t.
The first-generation furnaces had the hearth and walls lined with magnesite or dolomite refractories. The roof was first built from silica materials and later from alumina materials with an increasing Al2O3 content. The metal bath was oxidized with iron ore or scale, and the meltdown period time was about 3 h, while the whole tap-to-tap time, depending on the practice applied and steel grades manufactured, was between 4 and 8 h.
The first arc furnaces featured the relatively fast and uneven consumption of the refractory lining. Research conducted on the heat transfer inside the furnace has led to the development of relationships describing the furnace supply conditions and lining consumption. Thanks to the reduction of the electrode circle diameter and a decrease in the arc voltage, and an increase in the current intensity, it has become possible to operate at higher powers, while extending the refractory lining life. It caused the necessity of using graphite electrodes with a low resistivity, capable of conducting high-intensity current and the high-current circuit with water-cooled wires designed and arranged to minimize asymmetry. Environmental protection requirements have forced the users to employ the fourth hole in the roof to capture off-gases. At that time, the notion of an operation time utilization indicator, as the quotient of time of drawing power and the tap-to-tap time, was also introduced. Therefore, organizational changes were made to reduce breaks for charge loading, fettling, etc. As previous furnaces were almost solely used for the production of highly alloyed steels, the second-generation furnaces made it possible to economically manufacture low alloy and even carbon steels.
Although the operation of EAFs with a low arc voltage and a high current intensity caused an increase in the refractory lining life, it simultaneously caused an increased consumption of more and more expensive graphite electrodes. Further searching for the possibilities of increasing the furnace performance has led to designing a new, third generation of furnaces. The research work conducted and design changes of EAFs made at that time have led to such an increase in their productivity that steelmaking in an EAF has become competitive for the existing BOF shops, even for carbon and low-alloy steels. It was possible primarily as a result of progress in the work on the design of power supply systems and the optimization of operating parameters, which has led to a reduction of the unit manufacturing costs. In the initial solutions, the power supply system worked at arc current intensities below their values corresponding to the maximum arc power and the maximum active power. This caused an incomplete utilization of the arc power and an extension of the tap-to-tap time and an increase in heat losses. At the same time, the analysis of heat transfer conditions inside the furnace vessel showed the need to reduce the electrode circle diameter and to increase the arc voltage. The operation with a long arc (at a higher arc voltage) caused a decrease in graphite electrode consumption. Now, it is assume...
Table of contents
Cover
Half Title
Title Page
Copyright Page
Table of Contents
Preface
Author
Chapter 1 Introduction
Chapter 2 Layout of an Electric Furnace Shop
Chapter 3 Construction of Electric Arc Furnaces
Chapter 4 Electric Equipment of EAFs
Chapter 5 Auxiliary Equipment
Chapter 6 Graphite Electrodes
Chapter 7 Environmental Protection Systems
Chapter 8 Charge Materials
Chapter 9 Steel Production Technique in Arc Furnaces
Chapter 10 Mass and Heat Balances
Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
Both plans are available with monthly, semester, or annual billing cycles.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go. Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Electric Arc Furnace Steelmaking by Miroslaw Karbowniczek in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Electrical Engineering & Telecommunications. We have over 1.5 million books available in our catalogue for you to explore.