All those concerned with goldsmithing, silversmithing, rare metal objects, or metal scientific instruments, or their repair or restoration will be delighted to find this bible of their craft available again in a new edition. And those interested in such work as one of the most rewarding of all avocational arts can hardly find a better guide. For this is the professional's handbook — the standard text on the subject. The author, who, among his other achievements, was responsible for reconstruction work on the Sutton Hoo treasure in the British Museum (and was awarded the Order of the British Empire for his work), treats every aspect of the craft in detail, from basic tools to casting and enameling in separate sections. After discussing materials and tools, he provides a treatment of soldering in rare metals that is more extensive, more thorough, and richer in practical advice than can be found elsewhere. He continues into filigree work, the setting of stones, raising and shaping, spinning, repoussé work, wire twisting, hinges and joints, inlaying and overlaying, niello, alloys and stratified fabrics, enameling (including cloisonné, plique-à-jour, champlevé, bassetaille, encrusted and painted enamels), metal casting, construction, setting out, polishing and coloring, design, and assaying and hallmarking. Wherever possible, he analyzes examples of fine craftsmanship, ancient and modern, to illustrate practical aspects of the process he is explaining. Helpful hints are included on shop set-up and safety. The vastness of the author's experience in the actual work, with his authoritative knowledge of the entire field, ensures that readers of Metalwork and Enamelling are being advised and guided by a renowned expert. Over 300 figures and photographs amplify the discussion of tools, materials, and construction. Tables and standards useful to the craftsman (melting points and weights of metals, for example) are included. Notes to the photographic plates describe the objects in detail — magnificent examples of craftsmanship throughout the ages. Both complete and concise, this book belongs close to every rare metals workshop, laboratory, museum shop, and craft center.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Platinum, gold and silver. Care of material. Assay. Copper and brass. Other metals and alloys. The workshop. Various tools.
PLATINUM, GOLD AND SILVER may be purchased from dealers in jewellers’ materials, either in the pure or the alloyed state, in sheet, wire and granular form. Sheet silver is generally kept in a coiled strip, perhaps 6 or 12 inches wide, and of considerable length; but sheets may be rolled to any size or thickness. The surface is generally free from scratches and blisters. Wire may be obtained of almost any size and section. Gold and silver are sold in the granular form for casting or alloying. They may also be had in the form of tube or “chenier.” This can be obtained with a soldered join up the side or seamless: the latter variety being very useful for joints and hinges. Solid or hollow mouldings and extrudings, hollow beads, chains, snaps, swivels, mounts, settings for stones, blanks for rings and other similar things are kept in many different designs and in several qualities.
Owing to the cost of the material a number of precautions are taken in the workshop against the loss of any portion of it, however small. The bench is swept several times a day with a hare’s foot, which forms a convenient little brush to which the gold will not adhere. All filings—lemel is the technical name for them—are carefully preserved. The residue from the polishings, the dust from the floor and even the sediment from the water in which the men wash their hands are carefully dealt with. The mud and dust are taken to a refiner’s, and he recovers the precious metal from them.
There are several methods of ascertaining the quality of the gold in any article. Two methods are in general use. The first is by means of the “ touch” or “blackstone.” This is a hard black stone or a piece of black unglazed pottery. The gold to be tested is rubbed against it, leaving a streak. The colour of the streak, or “touch,” is compared with that made by a small bar, or “needle,” of known quality, known as a “touch needle.” Touch needles are made for every carat. The streaks on the blackstone are, after examination, washed over with nitric acid and again compared. The quality of the gold may in this manner be roughly ascertained.
A more accurate method generally employed is that of assaying. A description of this process is given in Chapter XXXIX, page 287. A third, very delicate, method of ascertaining the presence of even a trace of gold (or any other metal) is by means of the spectroscope, but this method is more useful for strictly scientific analysis.
The following notes on metals and alloys may be found useful, though detailed descriptions of the methods of working them will be found at intervals throughout the book and their chemical compositions will be found on page 304.
Copper and Brass. These materials are supplied in rolls, many yards long, of any width up to 12 inches or more. They are also kept in sheets measuring 48 × 24 inches. Their surface varies much in quality, some sheets being badly scratched and blistered. Perfectly smooth metal may, however, be procured. The sheets may be had in soft annealed finish, half-hard, hard-rolled, or burnished. For raising or repoussé work the first should be chosen. Copper and brass are supplied also in the form of strip, wire and rod. There is hardly any limit to the size or variety of shape in which these are made. Seamless copper tubes up to 6 inches or greater diameter are to be met with. They are useful for a number of purposes where a join up the side of a vessel would be objectionable. A length of the tube can, of course, be hammered and shaped in the manner described in Chapter XI; a considerable saving in time may be thus effected. Mouldings and hollow beads of various shapes are kept ready made. Gilding metal and the many bronzes and brasses may be had in a variety of forms.
German Silver. Good white colour. It is a hard, springy material to work in.
Nickel. Greyish-white colour. It spins well. Has a strong magnetic property.
Aluminium. Good for raising and spinning.
Pewter and Tin. Very soft and easy to work, but both now very expensive.
The arrangement of the workshop varies considerably according to the kind of work to be undertaken. For large work the bench should be about 2 feet 10 inches high, the top being of hardwood and at least 2 inches thick. It should be firmly fixed. The vice should weigh not less than 65 lb., for, if lighter, it will vibrate too much when raising is being done. The soldering hearth is described in Chapter III. The gas supply pipe should measure not less than
inch clear bore. A pipe with
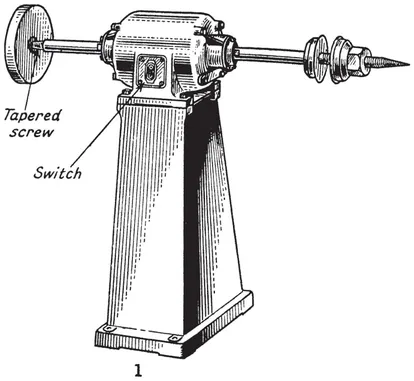
inch bore is better, for unless you get a good supply of gas you may have difficulties in getting the work hot enough. Get a good-sized blowpipe also. Fletcher’s No. 5 bellows are large enough for most purposes. The lathe is mentioned in Chapter XII. It need not be back-geared. A slide rest, a drill chuck, and a face-plate with dogs make it an extremely handy tool for the many odd jobs which turn up in the course of the work. A number of wooden chucks should be provided. A surface plate is a rather expensive tool, but it is useful in trueing up work which has to stand or fit accurately. A good piece of plate glass will make an excellent substitute, however. The grindstone should be mounted with motor and drip can. A large, smooth slab of stone is useful for grinding smooth the rims of bowls and other vessels after they have been filed as truly as possible. The kind of stone does not seem to matter much. A smooth York paving stone answers very well. The drawbench is described in Chapter XV. The polishing lathe now in general use has an electric drive and is sturdily built (Fig. 1). The mandrel is screwed to take various mops, brushes and other grinding or polishing appliances. The materials for polishing are applied to them with a stick or brush.
To some extent the motor-driven carborundum wheel has ousted the old grindstone, which despite its dirty habits had many good features. Nevertheless, the carborundum wheel calls for more skill although it gives a saving in time. In the case of this type of work the older methods still remain in use, particularly in the case of lathe chucks, where the modern appliances are not so good as the earlier and cruder wooden homemade devices.
The jewellers’ bench is described in Chapter VI. A list of the special tools required for each branch of the work will be found in the chapters devoted to it.
CHAPTER II
SOLDERING
Definition of soldering. Influence of high temperatures. Unsoldering a joint. Hard and soft solders. Gold and its alloys. Solders for gold. Ancient solders. Rediscovery of the ancient methods. Silver and its alloys. Silver solders. Solders for copper and brass. Preparing and casting solders.
SOLDERING IS THE art of joining together separate pieces of metal by running between them a molten metal or alloy which will closely adhere to and even penetrate their surfaces, and, when cooled, will bind them together. The metal or alloy used for this purpose is known as solder. It must have a lower melting point—require less heat to melt it—than the metal of which the work is composed, so that a temperature high enough to melt the solder will leave the work uninjured. But the melting point of the solder should approach as nearly as may be conveniently possible to that of the work, for a more perfect and a stronger joint is thus produced.
In a hard-soldered joint, when the molten solder—the solder when melted—is in contact with the other pieces of metal at a high temperature, it will tend to penetrate the surface of the heated metal: an intimate union of the two thus taking place. The junction is not merely a surface-grip made by an adhesive. It involves the partial absorption of the solder after its initial penetration of the surfaces.
It is because of this penetration—this interdiffusion of the solder and the soldered—that the unsoldering of a hard-soldered joint is so difficult. In such a joint there is no quite sharply-defined line of separation between the two original parts—their outlines have become a little blurred. However, it should be remembered that this effect of the blurring of the dividing lines between the parts depends upon the temperature employed. And, if the soldering temperature has been taken high—to a level approaching that of the melting point of the parts themselves—then the blurring and interdiffusion may be considerable, and the unsoldering of such a joint will be very difficult. When cooled, such a joint may be hard to detect, either optically or chemically.
A soldered joint in ancient gold work which has been buried in the earth for centuries may be very difficult to detect either visually or chemically owing to the leaching away from the surface of the solder of all traces of the alloying metals (copper, silver or zinc) used by the craftsman with pure gold in the manufacture of the solder. This is due to the action of the salts of the earth, which attack the alloying metals and leave only the pure gold. The effect is known as an “enrichment of the surface.”
There are many kinds of solder. They are known by such names as platinum solder, gold solder, silver solder, spelter, tinman’s solder, plumber’s solder, etc. They may be divided broadly into two groups—hard solders and soft solders. Hard solders melt at, or above, red-heat, and are used for materials which can safely withstand such temperatures. Soft solders require comparatively little heat to fuse them, so they can be used for soldering almost any metal or alloy. Joints made with hard solder are considerably stronger than those made with soft. The hard solders are used generally by goldsmiths, jewellers, silversmiths and by other workers for the better class of bronze, copper and brass ware, also for scientific and chemical work. Coppersmiths use both hard and soft solders. It should be remembered that it is impossible, without doing damage to the work, to use hard solder on work upon which there is already soft solder. For, at the high temperature necessary to fuse hard solder the soft solder would have spread so deeply and so far over the work as to seriously damage it.
Before discussing the solders employed for goldwork, a few words are necessary as to the method by which the proportion of pure gold in any article is indicated. The quality of gold is expressed by the number of parts of pure gold out of 24 parts or carats. Thus pure or “fine” gold is 24 carat. If any other metal is mixed with the gold, the latter is said to be alloyed with it. For instance, 22-carat gold contains 22 parts of fine gold and 2 parts of some other metal or metals; 18-carat gold has 18 parts of pure gold to 6 parts of metal, and so on. In recent times gold coinage in Great Britain consisted of 22 parts of fine gold and 2 parts of copper; or, in thousandth parts, 916•66 parts of pure gold to 83•34 parts of copper. This gold was known as “standard” gold. In France, the United States and most other countries the standard alloy was fixed at 90 per cent. of gold.
The metals generally used to alloy gold for manufacturing purposes are copper and silver. Every increase in the copper content of the alloy results in the lowering of its melting point, until an alloy is reached with 18 per cent. copper, melting at 880° C. Beyond this point any further increase in the copper content of the alloy no longer lowers the melting point, but raises it instead. To produce a lower melting alloy it is now necessary to introduce a percentage of some other metal, silver for choice.
To make a solder for gold it is only necessary to add to a piece of the gold which you are to use a small portion (a fourth, fifth or sixth part by weight) of copper, or of copper and silver. If a small amount is required, melt them together on the charcoal until they are thoroughly mixed. Flatten out the little bead of molten metal as it begins to cool. Drop it into “pickle” (a mixture of 10 parts sulphuric or nitric acid and 90 parts water) and afterwards roll or hammer it out to about size 6 on the metal gauge. A larger amount is best melted in a crucible, cast in a flat sheet and rolled out to the thickness required. For example, you are using 18-carat gold. A pennyweight of it contains 18 grains of fine gold and 6 grains of other metal. If you added 3 grains more then you would have 18 grains of gold and 9 grains of alloy—two—thirds gold, one-third alloy. Now two-thirds of 24 (carats) is 16, so the mixture would be 16 carat in quality. To use 16-carat solder on 18-carat gold is not unusual, but it requires some experience, as their melting points are not so very far apart. To make an easier solder, add to the pennyweight of 18-carat gold, 5 grains of alloy instead of 3 grains. The resulting mixture will be just under 15 carat, and will prove a perfectly safe solder to use on 18-carat gold. In a similar manner the proportion of metal to be added to produce a solder of any quality may be reckoned.
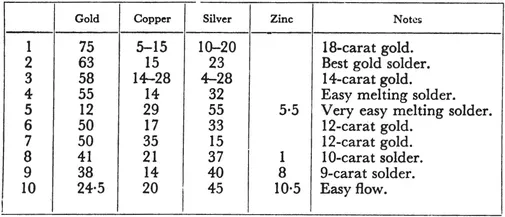
It should be remembered that with copper as the alloying metal, you produce a solder which is richer in colour than one alloyed with silver, but it will not flow quite so easily. So, as a rule, both metals are used together, as in the examples given below, which are for solders made from fine gold. Always choose a solder which is as good as you can safely use on the work.
The hard soldering of gold and silver was as familiar a process to the metalworkers of Sumeria and Egypt as early as the year 2500 B.C. as it is in London or Birmingham to-day. The goldsmiths were making elaborate jewellery in gold with hard-soldered joints; they were making soldered cloisonné ornaments to be set with stones; they were soldering handles to vases, and heads to pins. Many of the works they produced may be seen in our museums.
Now the solder they used was an alloy of gold, probably a mixture of gold and silver or copper. Gold as discovered is rarely quite pure. It is often found to be naturally alloyed with silver or with copper. Electrum, which was so widely employed in the ancient world for jewellery and for coinage, was a natural alloy of gold and silver: pale gold in colour. It makes a good solder for a purer gold. However, if the goldsmith wished to make a useful solder for gold artificially, a smaller amount of copper than of silver would be needed. For a proportion of copper would reduce the melting point of gold more than would a similar amount of silver; it would cause it to melt at a lower temperature. Particulars of a few solders suitable for gold work are given below and demonstrate this point.
Alloyed Golds and Gold Solders
It has been observed that when objects made of gold have been buried in the earth for many centuries a change occurs in the metal near the surface of the work. Much of the alloying metal, ...
Table of contents
Title Page
Copyright Page
Dedication
PREFACE - TO THE FOURTH EDITION, 1959
PREFACE - TO THE FIFTH EDITION, 1971
Table of Contents
Table of Figures
CHAPTER I - MATERIALS AND TOOLS
CHAPTER II - SOLDERING
CHAPTER III - SOLDERING (continued)
CHAPTER IV - SOLDERING (continued)
CHAPTER V - SOLDERING (continued)
CHAPTER VI - FILIGREE AND OTHER SMALL WORK
CHAPTER VII - FILIGREE (continued)
CHAPTER VIII - THE SETTING OF STONES
CHAPTER IX - THE SETTING OF STONES (continued)
CHAPTER X - THE SETTING OF STONES (continued)
CHAPTER XI - RAISING AND SHAPING
CHAPTER XII - SPINNING
CHAPTER XIII - REPOUSSÉ WORK
CHAPTER XIV - REPOUSSÉ WORK (continued)
CHAPTER XV - MOULDINGS
CHAPTER XVI - TWISTED WIRES
CHAPTER XVII - HINGES AND JOINTS
CHAPTER XVIII - METAL INLAYING AND OVERLAYING
CHAPTER XIX - NIELLO
CHAPTER XX - JAPANESE ALLOYS AND STRATIFIED FABRICS
CHAPTER XXI - ENAMELLING
CHAPTER XXII - ENAMELLING (continued)
CHAPTER XXIII - ENAMELLING (continued )
CHAPTER XXIV - ENAMELLING (continued)
CHAPTER XXV - ENAMELLING (continued )
CHAPTER XXVI - ENAMELLING (continued)
CHAPTER XXVII - ENAMELLING (continued)
CHAPTER XXVIII - METAL CASTING
CHAPTER XXIX - METAL CASTING (continued )
CHAPTER XXX - METAL CASTING (continued )
CHAPTER XXXI - METAL CASTING (continued )
CHAPTER XXXII - METAL CASTING (continued)
CHAPTER XXXIII - CONSTRUCTION
CHAPTER XXXIV - SETTING OUT
CHAPTER XXXV - POLISHING AND COLOURING
CHAPTER XXXVI - THE MAKING AND SHARPENING OF TOOLS
CHAPTER XXXVII - DESIGN
CHAPTER XXXVIII - BENVENUTO CELLINI
CHAPTER XXXIX - ASSAYING AND HALLMARKING
CHAPTER XL - VARIOUS TABLES AND STANDARDS
CHAPTER XLI - GAUGES
Bibliography
Notes on the Plates - B.M. = British Museum S.K.M. = Victoria and Albert Museum, South Kensington.
Workshop First Aid
Index
A CATALOG OF SELECTED DOVER BOOKS IN ALL FIELDS OF INTEREST
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
Both plans are available with monthly, semester, or annual billing cycles.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go. Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Metalwork and Enamelling by Herbert Maryon in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Decorative Arts. We have over 1.5 million books available in our catalogue for you to explore.