Manufacturing managers are still focused on the short-term tactical issues related to their business. Strategic issues tend to receive less attention. However, manufacturing can play an important strategic role. This book helps managers consider the strategic roles their operations can play and to provide guidance as to what actions can be taken.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Reading the copious business literature on World-Class Manufacturing, Lean Manufacturing and its derivative terms, you might be forgiven for thinking that best practice can be defined, taught and implemented as a structured project; draw a value stream map of your current state, define the proposed future state and then implement it. Unfortunately, that is not the way it works and to develop a more realistic perspective on implementing best practice, we have to acknowledge that best practice in manufacturing has evolved over the last century and continues to evolve.
One example: Henry Ford developed the moving assembly line in 1913, which served as the original example of developing flow and reducing lead time. Towards the end of the last century, Canon discovered that a ‘Meister’ master worker could assemble a photocopier more efficiently and with better quality than on its traditional moving assembly line. In its particular business, the flow line was no longer best practice.
Toyota is seen as the epitome of a Lean Manufacturer, although the company itself does not use the term ‘lean’. Many studies have been written of the Toyota Production System, the first in English being Shigeo Shingo’s Study of the Toyota Production System from an Industrial Engineering Viewpoint in 1981. Shingo’s book is exactly what the title suggests, a study of TPS at that time from the standpoint of industrial engineering. What the book doesn’t describe is how the system evolved over the previous fifty years.
For a developmental perspective we have to go to Professor Takahiro Fujimoto’s The Evolution of a Manufacturing System at Toyota, published in 1999. Professor Fujimoto has the advantage over Western authors of having interviewed the original developers of the system and this allows him to both describe how the system evolved and also to develop a theory to explain its success.
This theory describes Toyota as a Learning Organisation based on three fundamental strengths. The first of these is a focus on standard procedures for all manufacturing operations, the advantage being that this means Toyota knows how the work is being done. Professor Fujimoto quotes Taiichi Ohno, the main developer of the system as telling him:
The first thing I did was standardisation of jobs … .Managers could not control the shop floor, and they were always making excuses for production delays. So we first made manuals of standard operation procedures and posted them above the workstations so that supervisors could see if the workers were following the standard operations at a glance.
The second strength is what Professor Fujimoto calls routinised problem-solving. The advantage here is that standardised routines for problem-solving enable teams to focus on the actual problem rather than struggle to understand the particular perspectives and approaches being taken by different individuals.
The third strength is the ability to learn through experimentation. Experimentation is the other side of the standardisation coin. If we have standardised operating and problem-solving processes, then we can perform valid experiments when problems arise as we have a fundamentally sound starting point.
Best Practice, in this model, evolves through the developing of standards, experimentation to solve problems, which can be defined as gaps between desired and actual performance, and the development of new standards. This can be seen as a continuous process, often referred to as ‘Kaizen’, a Japanese word meaning change for the better or improvement.
In manufacturing we are concerned with three fundamental outputs of our processes: Quality, Cost and Delivery. We may also speak of Safety, Morale and the Environment as outputs to be satisfied and/or improved, but most improvement activity is aimed at the trinity of QCD.
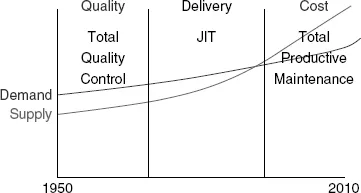
FIGURE 1.1
Change in market demand from 1950 to 2010
In developing our evolutionary perspective, we also need to understand how markets have developed over the last sixty years and how they continue to develop. Figure 1.1 shows how, over this period, our ability to supply markets has grown at a faster rate than market demand, generating a fundamental change from a world in which aggregate demand exceeded supply to one where now supply generally exceeds demand.
In the 1950s, when Harold MacMillan told the British electorate that “you’ve never had it so good”, the primary reason was that demand exceeded supply so that companies could find markets for almost all their production. There was only one fundamental proviso: the goods had to be of an acceptable quality. This was the first challenge facing Japanese manufacturing in the 1950s and 1960s; the quality of Japanese manufactured goods at that time was poor and could not meet the requirements of Western consumers.
It was only with the visits of American quality guru Dr Edwards Deming to Japan and the development of his relationship with JUSE (Japan Union of Scientists and Engineers), the country’s embryonic quality organisation, that Japanese quality began to improve and Japanese goods developed the reputation for high quality that they mostly enjoy today. In order to promote Dr Deming’s teachings, JUSE founded the Deming Prize for Quality and major Japanese manufacturers were soon competing for this prestigious award.
What Dr Deming taught Japanese industry was TQC (Total Quality Control), based on the principle that a quality product can only be produced by a quality process and we should therefore focus on the capabilities of the process. Statistical tools such as SPC (Statistical Process Control) were used to monitor processes and ensure that they were producing quality output. TQC type approaches will be discussed further in Chapter 2, but the critical point here is that the first revolution in manufacturing best practice was focused on quality and quality assurance is still fundamental to any manufacturing activity.
As Western companies began to face up to the threat from Japanese goods in the 1970s and 1980s, Deming’s approach was relaunched in the West under the banner of Total Quality Management and the statistical tools were further developed in an approach which came to be known as Six Sigma.
Quality is not the only competitive battleground and as the number of quality suppliers increased, the focus moved to delivery performance and the ability of producers to supply customers with quality goods at the right time, when the customer required them. In a world where demand exceeded supply, customers could be persuaded to wait for their goods. As supply increased, making the customer wait was no longer an option because competitors could be found with products of equivalent quality and better delivery performance.
This was the point at which the West, and indeed other Japanese companies, became aware of the advantages of the Toyota Production System with its basic principle of making what the customer wants, when the customer wants it. This can perhaps be dated to the oil crisis of 1973 and the subsequent recession. The Japanese economy crashed to zero growth in 1974, but Toyota, in contrast to other major manufacturers, was still making profits, although at a reduced level. Until this period, no-one in the West or even in Japan was interested in the Toyota system; the Toyota system only came to prominence when others saw the results which were being achieved despite the lack of growth in the economy. It can indeed be argued that the Toyota system did not confer any competitive advantage on Toyota in the 1950s and 1960s but only came into its own when the long phase of post-war growth came to an end. This led to the second revolution, the adoption of the JIT delivery principle by many previously profitable large batch manufacturers.
As competition intensified across many markets, a third driving factor attained more prominence: Cost. In order to compete on Quality, Delivery and Price, manufacturers had to focus on cost reduction. In many industries, this coincided with increasing automation and capital intensive production processes. In this scenario, cost reduction was achieved by the increased throughput of particular equipment assets. If depreciation of an asset is fixed, the more that asset can produce, then the lower the unit cost and the more competitive the product price.
One of the best practices which was adopted in response to this is called Total Productive Maintenance (TPM). Like many Japanese English coinages the term itself is unhelpful, but the principle is to measure the total efficiency of equipment, and then improve it. TPM will be discussed in Chapter 4, but it may be noted here that TPM is a specific application of TQC principles applied to highly automated production. TPM has, in fact, been adopted by major FMCG producers such as Unilever, Proctor & Gamble and Diageo as the main driver of their improvement efforts.
When Nissan MMUK entered the Best Factory Awards in order to benchmark its performance and subsequently won the award of Best Engineering Factory in 2005, its subsequent presentation of its systems described exactly what we have outlined above, a combination of TQC, JIT and TPM all held together by their shop floor management system. When asked if there was any hidden secret to their status as most productive car assembler in Europe, the reply was that they just did TQC, JIT and TPM, but did it better than their competitors. One example they did give, however, was of their system for monitoring the use of standard operations by their workers. A fundamental part of the job of their supervisors was to monitor and ensure that the standard operating procedures were being followed by all team members, which takes us back to Professor Fujimoto’s analysis of Toyota and Mr Ohno’s comment on the importance of standard operations.
The evolution of best practice has not stopped at process innovation as markets continue to become more competitive. The next stage in their evolution has been to focus on the product development process to design innovative products. The TP Management Group at the Japan Management Association characterises this as looking at product power as well as resource utilisation. Product power is simply the desirability of a particular product, whereas resource utilisation refers to the optimisation of the processes which produce that product. However competitive a company may be in terms of quality, cost and delivery, the lack of product power may lead to stagnation.
Innovation in terms of products and services is the next battleground and can be illustrated by the market/technology matrix. In this nine-box matrix, innovation can be seen on the market dimension – can we advance into related or new markets for our products or technology? –or on the technology dimension – can we identify new technologies of interest to our current or related markets?
At a TP Management Conference in Tokyo in the 1990s, I heard the president of Denso argue that his company was innovating in its current market for automotive components by supplying complete sub-assemblies rather than just components and developing the company’s technology further to incorporate bio-engineering – the addition of enzymes to destroy odours in its air-conditioning systems. In terms of related markets, it was expanding into intelligent traffic control systems and also venturing into a new market, aerospace. So from supplying electronic components for automotive systems, the company was now looking at supplying biologically enhanced air-conditioning systems for passenger aircraft. The table above maps the Denso innovation strategy on a market/technology matrix and is the author’s interpretation of the strategy presentation, not a document provided by th...
Table of contents
Cover
Title
1 The Evolution of Best Practice in Manufacturing
2 Quality Improvement Approaches
3 Lean Improvement: Eliminating Waste and Inventory
4 Cost Reduction through Total Productive Maintenance
5 Developing People
6 Lean Improvement: Developing the Supply Chain
7 Delivery Performance
8 Flexibility
9 Innovation
10 Value Add
11 Conclusions
Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
Both plans are available with monthly, semester, or annual billing cycles.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go. Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Learning From World Class Manufacturers by M. Szwejczewski,Malcolm Jones in PDF and/or ePUB format, as well as other popular books in Business & Business Strategy. We have over 1.5 million books available in our catalogue for you to explore.