![]()
CHAPTER 1
Material Science and Application
Welding defects of SUPER304H steel and their countermeasures*
Xiao-Ming Liu†, Yun-Peng Gao, Zhi-Gang Wei
Inner Mongolia Electric Power Science and Research Institute,
Hohhot, 010020, China
†E-mail: [email protected]
Hou-Xia Yan
JINSHAN Thermal Power Plant of Inner Mongolia
Energy Power Investment LTD.
Hohhot, 010106, China
E-mail: [email protected]
In order to guarantee welding quality and prevent welding defects, welding procedure and welding defects of SUPER304H were studied. Welding procedure was judged by qualification tests in accordance with Welding Procedure Qualification Regulation. Welding defects were discussed using observations of the metallurgical structure as well as photographs. The results show that normal procedure is very important for gaining excellent welding quality. Weld defects such as lack of penetration, lack of fusion, overlap, penetration, gas pores and overheat easily appear when welding under abnormal weld procedures, which include insufficient or excessive weld input, much higher weld interlayer temperature, and no inert gas protection in the interior. The authors therefore suggest carrying out normal welding technology strictly during welding operation to avoid weld defects effectively and to obtain high quality weld joins.
Keywords: SUPER 304 H steel; welding crack; welding strength; heat input.
1. Introduction
The SUPER304H steel is mainly employed to prepare the superheater tube and reheater tube with supercritical and ultra-supercritical units. As to its chemical composition, strengthening elements include Cu, Nb and N added in TP304H steel. Among which, functions of the elements including Cu, Nb, and N in the alloy can be divided into two aspects: on one hand, they can prevent the Austenite grain from growing up, so as to endow the SUPER304H steel with a grain size finer than TP304H steel; on the other hand, the carbon nitride compound of Nb plays an strengthening role. In addition, the intermetallic compound generated in the aging precipitation of Cu can also improve strength of the SUPER304H steel [1, 2]. SUPER304H is a new steel which is ideally characterized with high temperature strength, and rupture ductility and erosion resistance under high temperature. Therefore, the study of this new material in the power system has been research focus.
In the practical engineering application of the SUPER304H steel, the welding quality can determine the overall engineering quality essentially. From the perspective of the material prosperity, SUPER304H steel is an austenitic stainless steel, which has poor thermal conductivity and great linear expansion coefficient: its resistivity is four times lower than that of the low carbon steel, and its linear expansion coefficient is two times greater than that of the low carbon steel, which leads to great welding stress during the welding process. In the view of the technology execution, although the welding procedure qualification performed on the SUPER304H steel is able to ensure the welding quality, there exist problems such as the inefficient execution in the procedure and so on, in its practical application. Consequently, the wielding stress gives rise to defects such as welding crack, and the defects such as porosity, incomplete penetration, incomplete fusion, undercut, overlap and so on result from the execution during wielding process. Therefore, analyzing the wielding defects of the SUPER304H steel and countermeasures of wielding defects are of great guiding significance for preventing wielding defects and obtaining perfect weld joint.
2. Experimental Materials and Methods
The SUPER304H austenitic stainless steel was used as the Base metal in the experiment. Its chemical compositions and mechanical properties are shown in Table 1 and Table 2[3] respectively. The Gas Tungsten Arc Welding (GTAW) technology was adopted as the wielding method. In this research, the wielding procedure qualification was conducted on the Super 304H steel according to the DL/T868-2004 Welding Procedure Qualification Regulation.
Finally, standard welding parameters of the steel Super 304H were determined included as follow: when the welding position is 2 G, the parameters consisted of : current range from 75 to 80A, the voltage of 11 to12V, welding speed of 50~70 mm/min, argon flow for 10~12 L/min, and back argon flow of 10~18L/min; in case the welding position is 5 G, the current of 75~78A, while the voltage is in the range from 11 to 12V. Other parameters included welding speed of 50~60 mm/min, argon flow of 10~12 L/min, and back argon flow 8~18 L/min. The inlayer temperature of the welding required being smaller than 100°C [4]. In the welding process, despite the great welding stress of the Austenitic stainless steel SUPER304H, non-standard welding technology also led to welding defects.
Table 1. Chemical Composition of SUPER304H
Table 2. Mechanical properties of SUPER304H
3. Welding Defects and Its Countermeasures
3.1. Welding defects caused by material property
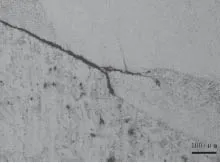
Metallographic structure of the SUPER304H steel is shown as the single austenitic structure. The austenitic steel showed no cold crack tendency, had a preferably overall welding property. However, the concentration of alloying elements including Cr, and Ni was relatively high in the SUPER304H steel, which leading to an obvious hot crack tendency. While welding steel like the SUPER304H is expected to generate hot crack in the weld if the heat input was not well controlled or the interlayer temperature was inappropriate, as illustrated in Figure 1 and Figure 2.
Fig. 1. Hot crack of vertical position weld
Fig. 2. Hot crack of horizontal fixed position weld
The welding hot crack of the SUPER304H steel mainly consists of three types: solidification crack, high temperature liquidation crack and high temperature brittle crack. In terms of the formulation process, it can be divided into three parts: firstly, in the solidifying crystallization process of the deposited metal fused in the welding line of the SUPER304H steel, some residual liquid films in the solidification grains might be ripped by the shrinkage stress, and thus resulted in the crack. However, the SUPER304H steel contained the alloying elements with high content, and the deposited metal had a relatively poor fluidity, which was not able to provide enough liquid metal to fill the crack in time. As a result, the solidification crack was formed. For second part, the base metal SUPER304H steel was melt partially when heated at high temperature in the over-heated part of the welding heat affected zone. And then, in the solidification-crystallizati...