![]()
CHAPTER 1
Intensified Fermentation Processes and Equipment
H. J. NOORMAN*a,b, W. VAN WINDENa, J. J. HEIJNEN,b AND R. G. J. M. VAN DER LANS,b
a DSM Biotechnology Center, A. Fleminglaan 1, 2613 AX Delft, The Netherlands;
b Technical University Delft, Department of Biotechnology, Van der Maasweg 9, 2629 HZ Delft, The Netherlands
*Email:
[email protected] 1.1 Introduction
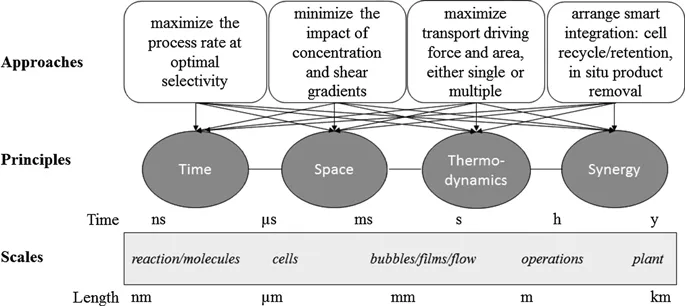
In recent years, process intensification (PI) has been coined as a game-changing concept within the chemical engineering field.1 Innovative processing equipment, techniques and methods hold the promise to transform chemical plants into more sustainable processing concepts that are compact, safe, environment-friendly and energy-efficient. This is thought to be essential to enable a transition, or rejuvenation, of the chemical engineering field and make it more fit for addressing global issues, with less incremental and with more radical, impactful solutions. Key topics are micro reactors, innovative gas/liquid/solid (G/L/S) contactors, integration of reaction and separation steps, and the use of alternative power input methods such as ultrasound or microwave radiation. Focus has mostly been on dramatic improvements, such as a reduction in equipment size of a factor 100 or more, or combination of at least five unit operations into one, and there are various examples that indeed illustrate such intensification potential.2 The problem of the PI field resides in a somewhat fuzzy definition – sometimes the goal is a reduction of the size and physical footprint of plants, in other cases only the engineering is in scope and not the chemistry that delivers the reaction concept and catalyst, while others claim all sorts of process improvements to be contributing to PI. Attempts have been made to define PI more sharply in terms of the underlying basic principles, of which four are dominant:3
- Time – Improve kinetics: maximize the speed and effectiveness of molecular events.
- Space – Maximize homogeneity: create identical conditions for each molecule.
- Thermodynamics – Relieve transport limitations: such as maximize thermodynamic driving forces and transfer area.
- Synergy – Arrange smart integration: maximize the synergy between the separate parts.
Each principle covers the relevant domains of time, structure (space), energy (thermodynamics) and synergy (combining functions), and is applied across three length scales: the microscale (molecules, microorganisms), the mesoscale (bubbles, particles, films, flow patterns) and the macroscale (operations, plant, site), see Figure 1.1.
Figure 1.1 Four main principles for PI, linked to four main approaches, applied in a multi-scale framework. Adapted from ref. 3.
It is often stated that application of PI principles to bioprocesses will be possible using the same, or at least similar, tools. The purpose of this chapter is to investigate this premise and clarify the opportunities and limitations of the PI approach to bioprocesses, especially the bioreaction engineering operation known as fermentation that is core to the transformation of renewable feedstocks into bio-based products.
As a first check, the hit frequency on internet search machines of the term “fermentation intensification” is only 1/500 of the term “process intensification”. The more general term “bioprocess intensification” is more common, but still only 1/100. In this chapter, the significance of this observation will be explored.
1.2 Fermentation
1.2.1 Fermentation Processes
Fermentation processes are commonly defined as operations in which bacteria, yeasts and fungi are employed. There are similar processes in which other types of cells are used, such as mammalian cells for the production of biopharmaceuticals (immunoglobulins, monoclonal antibodies, etc.), and these will get attention in the current analysis as well. Phototrophic organisms (microalgae, cyanobacteria) represent another fermentation category. These organisms convert carbon dioxide with the help of light into valuable products. Although the same PI principles apply, this group is left out of the scope.
A final category that will be only briefly mentioned is waste-water treatment. There, the properties of cell populations to form granules4 have been exploited to maximize the concentration of active biomass in continuous processes for waste-water treatment.5 This has, in recent years, resulted in PI (in e.g. the Nereda process and the Circox process) of more than a factor 10 compared to traditional installations, allowing large reductions in the size of modern installations for domestic (Nereda) and industrial (Circox) waste-water treatment.
Traditionally, fermentation processes have utilized the general property of microorganisms to convert renewable feedstocks into naturally occurring products, such as ethanol, organic acids (citric, lactic, succinic, itaconic, etc.), amino acids (lysine, glutamic acid and threonine) and antibiotics (penicillins, cephalosporins, polyketides, etc.). Employing classical strain improvement techniques, the performance of fermentation processes has been steadily improved over the years, sometimes by several orders of magnitude. Later on, along with the advent of recombinant DNA techniques, both the range of products and the process performance have been tremendously increased, e.g. for amino acids, organic acids, heterologous enzymes, lipids and also including non-natural compounds such as tailored antibiotics (adipoyl-7-ADCA6), therapeutic drugs (e.g. pravastatin7) and monomers for plastics (e.g. caprolactam,8 adipic acid,8 1,3-propanediol (PDO),9 1,4-butanediol (BDO)10). Application of engineering tools has helped to scale-up to commercial scale, with intensive gas–liquid and sometimes solid contacting, optimal control of the environment of the microorganisms (temperature, pH, controlled supply of a growth-limiting substrate, sufficiently high nutrient concentrations, sufficiently low inhibitory compound concentrations) and with adequate design of the process system (operations and utilities). However, there is still significant room for improvement because, in most industrial fermentations, the product titers, rates (productivities) and yields (TRY) are still far from theoretically possible values.
1.2.2 ...