Manufacturing industries strive to improve the quality and reliability of their products, while simultaneously reducing production costs. To do this, modernized work tools must be produced; this will enable a reduction in the duration of the product development cycle, optimization of product development procedures, and ultimately improvement in the productivity of design and manufacturing phases.
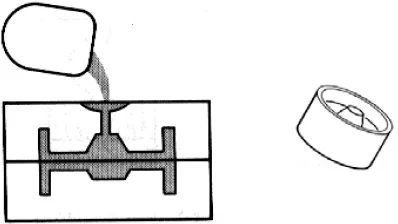
Numerical simulations of forming processes are used to this end, and in this book various methods and models for forming processes (including stamping, hydroforming and additive manufacturing) are presented. The theoretical and numerical advances of these processes involving large deformation mechanics on the basis of large transformations are explored, in addition to the various techniques for optimization and calculation of reliability.
The advances and techniques within this book will be of interest to professional engineers in the automotive, aerospace, defence and other industries, as well as graduates and undergraduates in these fields.