![]()
Chapter 1
Rate-Base Simulations of Absorption Processes; Fata Morgana or Panacea?
P.J.G. Huttenhuis and G.F. Versteeg
Procede Gas Treating BV, Enschede, The Netherlands
Abstract
The design and simulation of separation processes have been traditionally handled using the concept of ideal stages and efficiencies. The growing importance of chemically based separation processes, such as the use of alkanolamines for gas processing and now carbon capture underline the importance of proper modeling of coupled mass transfer and chemical kinetics in multiphase systems.
In the present study it will be demonstrated by means of various (real-life) cases that rate-based simulation can be a beautiful tool to improve on the process performance and develop new insights in gas-liquid processes accompanied by complex chemical reactions. But also in this rate-based approach the user should fully understand the mechanisms behind the phenomena occurring. Otherwise, this approach can lead to erroneous results.
1.1 Introduction
The design of absorption processes based on complex aqueous chemical reactions such as CO2-capture, selective H2S-removal as well as rate limited physical separations like LNG pre-treatment are neither simple nor straightforward. Reaction kinetics, mass transfer rates and thermodynamics are coupled and their effects must be taken into account simultaneously. The development of sound simulation models is dependent on algorithms, which take into account the aforementioned phenomena in a rigorous and consistent manner.
How the mass transfer parameters collectively affect the results, is an important part of the training required by a process engineer to become proficient in using this type of technology.
In this paper a high pressure CO2 capture case is simulated with a rate based simulator. The impact of the several mass transfer parameters on the absorption performance is presented and it is shown that knowledge of these parameters is required to obtain reliable and correct results from the simulator.
1.2 Procede Process Simulator (PPS)
The simulations described in this paper have been carried out with the Procede Process Simulator. Procede Process Simulations developed a new flowsheeting tool, Procede Process Simulator (PPS), specifically designed for steady-state simulations of acid gas treating processes [1]. The process models include all features relevant for the design, optimization, and analysis of acid gas treating processes, like selective H2S removal, post combustion CO2 capture or CO2 removal with a physical solvent. The simulator consists of a user-friendly graphical user interface and a powerful numerical solver that handles the rigorous simultaneous solution of thermodynamics, kinetics and mass transfer equations (this combination usually called a “rate-based” model). PPS also supports the main unit operations relevant for gas treating plants like absorbers, strippers, flash drums, heaters, pumps, compressors, mixers and splitters as well, as novel unit operations designed to make the process engineer’s work more productive such as automatic ways to calculate water and solvent makeup. PPS has been extensively validated and used for several carbon capture projects [2–4]. A thorough and systematic comparison between the equilibrium based and rate based modeling approaches using the absorption of CO2 from flue gas produced by a coal-fired power plant into an aqueous MEA solution as a benchmark was presented in [5].
The Procede Process Simulator includes an extensive, carefully evaluated database of thermodynamic model parameters, binary interaction parameters, kinetics constants, chemical equilibrium constants, diffusivities and other required physical properties. The physical property model parameters were optimized to accurately predict the vapour-liquid equilibria (VLE), thermodynamic and physical properties, and the kinetically enhanced mass transfer behavior of acid gases in amine-based capturing processes. Several models for hydrodynamics and mass transfer such as the Higbie penetration model [6] are available.
The thermodynamic model combines consistent liquid activity coefficient models derived from a Gibbs excess function with the necessary modifications to handle ions in aqueous solutions with a cubic equation of state for the gas phase. For the convenient prediction of column performance, the program also includes an extensive database of various tray types as well as a large collection of both random and structured packing data. Several mass transfer (kG, kL and a) and hydrodynamic models were implemented that benefit from accurate physical property models for density, viscosity, surface tension, diffusivity and thermal conductivity specifically selected and validated for acid gas treating applications.
This attention to detail allowed for the construction of a simulator able to describe complete acid gas treating processes, including complex processes with multiple (mixed or hybrid) solvent loops. This simulator provides significant understanding of the performance of potential new solvents, current operations and an environment to better understand current operations.
1.3 Mass Transfer Fundamentals
Most important part of the Procede Process Simulator is the mass transfer module. In this module the mass transfer from gas phase to liquid phase and vice versa is calculated.
In the example described below gaseous component A (=CO2) is transported to the liquid phase (B), were the reaction takes place.
The reaction rate can be calculated from the reaction rate constant k1,1 and the concentration A and B in the liquid phase:
where: ri = reaction rate of component i
k1,1 = the kinetic rate constant of the reaction between A and B
Ci = concentration of component i
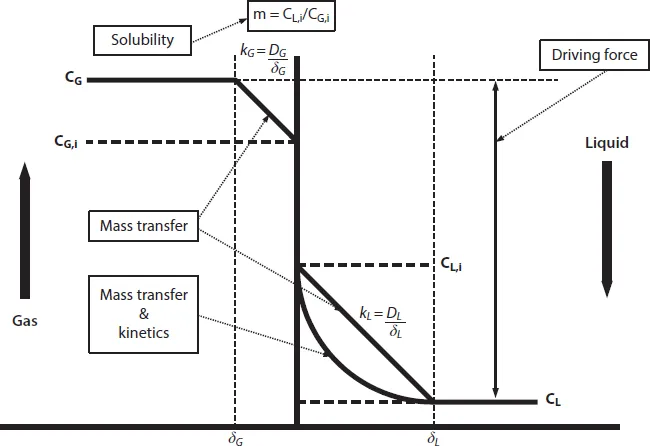
A commonly used fundamental mass transfer model to describe this absorption process quantitatively is the stagnant film model. In this stagnant film model the fluid (in this case both gas and liquid phase) are divided in two different zones: a stagnant film of thickness δ (gas and liquid) near the interface and a well-mixed bulk (gas and liquid) behind it, in which no concentration gradients occur. A schematic representation of the absorption process according the stagnant film model is presented in Figure 1.1.
In Figure 1.1 the parameters (according the film model) for the driving force in a countercurrent gas-liquid system with and without chemical reaction are shown:
Gas and liquid resistances are determined by the diffusion coefficients and the film thickness in both phases. In the film model it is assumed that equilibrium exists at the gas-liquid interface. For an acid gas – solvent system, where a chemical reaction takes place in the liquid, mass transfer in the liquid may be enhanced by the chemical reaction as can be seen in Figure 1.1.
Depending on the values of the stated variables in the reaction rate equations, several limiting conditions can be identified. If one assumes a negligible gas phase resistance (high kG; in most CO2 capture absorption processes kG is not limiting) the following absorption rate for component A (=CO2) can be developed:
where: rA = absorption rate of component A [mol. s−1.m−3 reactor]
mA = physical solubility of component A in the solvent, -
kL = liquid side mass transfer coefficient, m.s−1
a = effective gas-liquid area, m2.m−3 reactor
E = chemical enhancement factor, -
CA,G = concentration of component A in gas phase, mol.m−3
E is the enhancement factor, which is the ratio of the flux with reaction and the flux without reaction at identical driving forces. For non-reactive systems the enhancement factor is by definition equal to one. ...