Um solide, langzeitbestandige und stoffgerechte Klebungen im industriellen oder handwerklichen Bereich herzustellen, sind sowohl gute Grundlagenkenntnisse als auch fachlich fundiertes Wissen von Noten. Die einzelnen Informationen in der vorhandenen Fachliteratur aufzuspuren, ist au?erst muhsam und zeitraubend.
Das vorliegende Handbuch - geschrieben von Spezialisten verschiedener Fachbereiche in Forschung und Industrie - vermittelt das vollstandige klebtechnische Wissen in kompakter und ubersichtlicher Form: Neben klassischen Gebieten wie Adhasion, Chemie und charakteristischem Verhalten von Klebstoffen und Klebverbindungen werden insbesondere auch aktuelle praxisrelevante Fragestellungen und die sehr verschiedenartigen Anwendungsmoglichkeiten des Klebens umfassend behandelt - erstmalig in der Literatur.
375,005 Studierende vertrauen auf uns
Zugang zu über 1,5 Millionen Titeln zu einem fairen monatlichen Preis.
Mit unseren Lerntools kannst du noch effizienter lernen.
Position der Klebtechnik im Bereich der Verbindungsverfahren
Unter Kleben versteht man das flächige Verbinden gleicher oder verschiedenartiger Werkstoffe unter Verwendung einer meist artfremden Substanz, die an den Oberflächen der zu verbindenden Teile haftet und die Kräfte von einem Fügeteil in das andere überträgt. Mit dem Begriff Klebstoff wird gemäß DIN EN 1692 ein nichtmetallischer Stoff bezeichnet, der Werkstoffe durch Oberflächenhaftung (Adhäsion) so verbinden kann, dass die Verbindung eine ausreichende innere Festigkeit (Kohäsion) besitzt. Das Kleben zählt zu den stoffschlüssigen und im klassischen Sinne nicht ohne Zerstörung lösbaren Verbindungstechniken. In jüngster Zeit sind Entwicklungen zu einer gezielten Lösbarkeit geklebter Verbindungen unter bestimmten Bedingungen zu beobachten (s. Abschnitt 8.16.5). Beispiele sind das Kleben als Montagehilfe ohne spätere Funktion oder auch der Aspekt des stofftrennenden Recyclings, der zunehmend an Interesse gewinnt.
Das Kleben ist das mit Abstand universellste Verbindungsverfahren. Durch Kleben lassen sich praktisch alle technisch nutzbaren Werkstoffe miteinander und untereinander flächig und stoffschlüssig verbinden.
Die Klebtechnik bietet dem Konstrukteur gestalterische Freiheit und lässt sich in nahezu allen Bereichen der Industrie in vorhandene Fertigungsabläufe der Einzeloder Massenproduktion problemfrei integrieren. Der Durchbruch zur Hochleistungs-Verbindungstechnik gelang durch den Ersatz der ursprünglich benutzten natürlichen Bindemittel-Ausgangsstoffe durch synthetische Stoffe. Mit der Einführung der Phenolharz-Klebstoffe gegen Ende der 1920er Jahre und der Entwicklung der Epoxidharze und Polyurethane in den 1940er Jahren wurde es möglich, Klebstoffe synthetisch herzustellen (s. Kapitel 2).
Die sich heute noch immer weiter entwickelnde Polymerchemie ermöglicht den gezielten Aufbau von Klebstoffen, die mit organischen und anorganischen Materialien eine feste adhäsive Bindung eingehen können. Diese Klebstoffe erfüllen hinsichtlich Festigkeits- und Verformungseigenschaften genau definierte Anforderungen, die sich aus der Konfiguration der Klebverbindung ergeben. Die Probleme mit der Klebstoffaushärtung, die bei hochfesten Systemen oftmals längere Zeiten erforderte, wurden von der Klebstoffchemie weitestgehend überwunden. Skepsis gegenüber der Langzeitbeständigkeit geklebter Verbindungen unter schädigenden Umwelteinflüssen ist bei fachgerechter Konzeption nicht mehr gerechtfertigt.
Das Kleben tritt nur selten in Konkurrenz zu anderen in der Industrie üblichen Verbindungstechniken. Der Bau einer stählernen Brücke mit Hilfe der Klebtechnik macht ebenso wenig Sinn wie das Kleben eines Krangerüstes. Für den Leichtbau von Autokarosserien mit Stahl, Aluminium, Glas und Kunststoffen bieten sich allerdings außerordentlich interessante Anwendungsmöglichkeiten der Klebtechnik. Insbesondere bietet sich die Klebtechnik zum großflächigen Verbinden verschiedener Werkstoffe an, beispielsweise bei der Herstellung von Sandwich-Strukturen.
Die Möglichkeiten der Klebtechnik und deren Vor- und Nachteile im Vergleich zu anderen Verbindungstechniken sind in Tabelle 1 zusammengefasst.
Ein Vorteil des Klebens ist, dass zum Herstellen der Verbindung keine oder nur wenig Wärme benötigt wird. Die stoffliche Struktur der zu verbindenden Fügeteile wird durch den Klebprozess makroskopisch nicht beeinflusst und durch Wärmeeinbringung hervorgerufene Verformungen oder Eigenspannungen treten selten auf. Auch oberflächenveredelte oder beschichtete Werkstoffe lassen sich ohne Wärmezufuhr problemlos verbinden. Einer beliebigen Kombination von Werkstoffen sind daher unter diesen Gesichtspunkten keine Grenzen gesetzt.
Die im Vergleich zu anorganischen Werkstoffen wie Metallen oder Glas relativ geringe Wärmebeständigkeit der Klebfuge ist ein wichtiger Nachteil dieses Fügeverfahrens. Für Klebungen hoher Leistungsfähigkeit ist eine stoffgerechte Fertigungstechnik unerlässlich. Dies gilt sowohl für die Fertigungsabläufe als auch für die Umgebung, in der Klebverbindungen hergestellt werden, da die Adhäsion in der Regel erst während des Fertigungsprozesses entsteht und die Fertigungsparameter einen entscheidenden Einfluss auf die Güte einer Klebung ausüben können. Gleiches gilt fast immer auch für die Kohäsion der Klebschicht, deren technische Eigenschaften sich (außer bei selbstklebenden Haftklebstoffen) erst während des Fertigungsprozesses nach einem unterschiedlich gearteten Erstarrungsvorgang herausbilden. Hier wirken sich die Fertigungsparameter in den meisten Fällen ebenfalls deutlich auf die Qualität des endgültigen Verbundes aus. Dadurch unterscheidet sich das Kleben deutlich von anderen klassischen Verbindungstechniken, beispielsweise den Schraubverbindungen, deren Qualität nur in geringem Umfang vom eigentlichen Fügeprozess beeinflusst wird.
Tabelle 1 Eigenschaften von Klebverbindungen
Vorteile
Nachteile
keine Wärmebeeinflussung der Fügeteile
begrenzte Warmfestigkeit
gleichmäßige Spannungsverteilung
Veränderung der Klebfugen-Eigenschaften bei Langzeiteinsätzen möglich
flächige Verbindungen möglich
Reinigung und Oberflächenvorbehandlung der zu verbindenden Teile in vielen Fällen erforderlich
unterschiedliche Werkstoffe verbindbar
präzises Einhalten der Fertigungsbedingungen erforderlich
Verbinden sehr dünner Fügeteile
oft spezielle Klebvorrichtungen zum Fixieren der Verbindung erforderlich
gas- und flüssigkeitsdichtes Fügen,keine Spaltkorrosion
zerstörungsfreie Qualitätsprüfung nur bedingt möglich
Verhinderung von Kontaktkorrosion
keine präzisen Passungen der Fügeflächen erforderlich
gute Dämpfungseigenschaften der Verbindung, hohe dynamische Festigkeit
Weil die Adhäsionsmechanismen und die Langzeiteigenschaften der Klebstoffe noch nicht vollständig bekannt sind, lassen sich Klebverbindungen bis heute rechnerisch nicht exakt modellieren, was allgemein als Nachteil empfunden wird. Unter Berücksichtigung der vorhandenen Erfahrungswerte ist mittlerweile aber die sichere Konzeption geklebter Strukturen mit ausreichender Zuverlässigkeit möglich.
2
Geschichtliche Entwicklung
Die Klebtechnik ist, soweit man weiß, eines der ältesten Verbindungsverfahren, die der Mensch benutzt. Seit etwa 4000 v. Chr. verwendeten die Mesopotamier Asphalt zu Bauzwecken. 3000 v. Chr. stellten die Sumerer Leim aus tierischen Häuten her und nannten dieses Produkt Segin. Etwa 1000 Jahre später existierten in Ur geklebte Figuren, was anhand einer gefundenen Widderstatue aus Holz dokumentiert wird, die mit Asphaltklebstoff und Goldbeschichtung versehen ist. 1475 v. Chr. war nachweislich in Ägypten das Leimen bekannt, da sich im Grab des Rekhmara in Theben ein Gemälde aus dieser Zeit befindet, in dem der Leimprozess dargestellt wird. Damals wurden vermutlich tierische Leime benutzt. Auch im Grab von Nehanon und lpuki aus der gleichen Zeit ist das Verleimen eines Schreins bildlich dargestellt.
In der Felsenkammer oberhalb des Totentempels der Hatschepsut in Der-el-bahari (Grab des Tut Ench Amun) fand sich eine Leimtafel, deren Eigenschaften man in den 1920er Jahren untersuchte. Sie zeigte absolut das gleiche Verhalten wie der Hautleim, der zur Zeit der Studie noch produziert wurde, obwohl die Tafel 3500 Jahre alt war. Daraus kann man den Schluss ziehen, dass die Klebstoffe über Jahrtausende hinweg bis aufwenige Ausnahmen nur geringfügig weiterentwickelt wurden.
In der Sammlung der Gesetze und religiösen Überlieferungen des nachbiblischen Judentums, dem Talmud, wird erwähnt, dass die Israeliten der damaligen Zeit bereits Casein als Bindemittel für Pigmente benutzten. Caseine wurden erst später im größeren Umfang als Leime eingesetzt.
Auch in Griechenland war der Leim bekannt. Die berühmte Sage von Dädalus und Ikarus, deren Handlung zwischen 2000 und 1600 v. Chr. spielt, basiert auf dem Versagen von Klebverbindungen, wobei hier als Klebstoff Wachs genannt wird (Abbildung 1). 371 bis 268 v. Chr. erwähnt Theophrast in seiner »Geschichte der Gewächse« Folgendes: »Bei der Zimmermannsarbeit hält der Leim am besten die Fichte zusammen. Man sagt, dass sie nicht einmal reiße, wenn sie geleimt sei.«
Gaius Sekundus Plinius d. Ä. schreibt in seinem Buch »Naturalis Historiae« im Jahr 79 n. Chr., die Türen des Tempels der Diana/Artemis in Ephesus, nach dem Brand 356 v. Chr. wieder aufgebaut 324 v. Chr., seien nach 400 Jahren »wie neu« gewesen. »Es ist zu vermerken, dass die Türflügel vier Jahre in der Leimzwinge gestanden haben.« Auch an anderen Stellen macht er bemerkenswerte Notizen über Leime [1]. Im Buch XVI sagt er beispielsweise in Verbindung mit der Beschreibung von Holzarten: »Magna autem et glutinatio propter ea, quae sectilibus laminis aut alio genere operiuntur.« (»Wichtig ist aber auch das Verleimen wegen der Dinge, die mit geschnittenen Brettern oder auf andere Weise bedeckt werden.«) Kurz darauf folgt die tiefgründige und noch heute bedenkenswerte Feststellung: »Quaedam et inter se cum aliis insociabilia glutino, sicut robur, nec fere cohaerent nisi similia natura, ut si quis lapidem lignumque coniungat.« (»Einige (Hölzer) lassen sich sowohl untereinander als auch mit anderen nicht verleimen, wie z. B. die Steineiche, und sie haften fast nie aneinander, außer wenn sie von Natur aus ähnlich sind. Dies gilt auch für Stein und Holz.«)
Abbildung 1 Der Sturz des Ikarus. Kupferstich zu Ovids »Metamorphosen« aus dem 18. Jahrhundert (Bildarchiv Preußischer Kulturbesitz, Berlin)
Im Altgriechischen bezeichnete man den Holzleim als Xylokolla
den Stierleim als Taurokolla
den Fischleim als Ichthykolla
und den Leimsieder als Kollepsos
. Theodorus von Samos erwähnt bereits 530 v. Chr. das »Zusammenleimen der Metalle«, was wahrscheinlich bildhaft für eine feste Verbindung gemeint ist. Man kann daraus aber schließen, dass die Erfahrung mit Klebstoffen recht gut war.
Theophilus, vermutlich ein schreibkundiger Mönch, erwähnt in seinen Unterlagen im Jahre 950 n. Chr. den Caseinleim, der offenbar schon den alten Israeliten bekannt gewesen ist. Verwendet wurde dieser Leim auch noch in ersten geklebten technischen Konstruktionen der Neuzeit, beispielsweise beim Bau der Starrluftschiffe von Schütte-Lanz zwischen 1908 und 1919. Die Luftschiffe besaßen eine mit Casein geklebte Holzkonstruktion als Traggerüst. Einen Eindruck davon vermitteln die Abbildungen 2 und 3.
Abbildung 2 Luftschiffträger aus verleimtem Aspenholz. Bauart Schütte-Lanz um 1915
Abbildung 3 Knoten zwischen räumlichem Ring- und Längsträger in geklebter Holzbauweise. Bauart Schütte-Lanz um 1915
Die Leimverbindungen versagten oft im rauen, feuchten Betrieb der Marineluftschiffer. Auch das Räuchern der geleimten Teile in Formalindämpfen zur nachträglichen Vernetzung (s. Abschnitt 5.9.3.2) sowie zusätzliche Schutzlackierungen brachten nur geringfügige Verbesserungen.
Theophilus beschreibt auch gemahlenes Hirschhorn als Füllstoff für Tierleime und den Hausenblasenleim, von dem in späteren Jahren die Beluga-Qualität besonders gelobt wurde. Erwähnt sei vielleicht noch ein Zitat zur Klebtechnik aus dem frühen Mittelalter, das sich in den »Merseburger Zaubersprüchen« findet: »Bein ze beine, bluot ze bluote sollen sie gelimida sin.« Beschrieben wird eine medizinisch-klebtechnische Reparatur im Sinne der allgemeinen Verbindung.
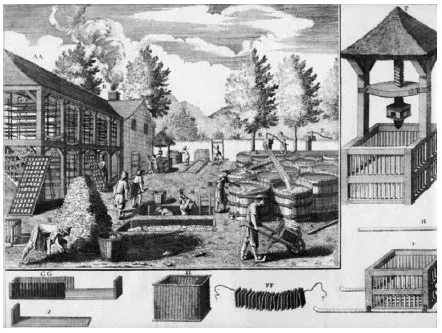
Die Klebstoffindustrie begann sich im 17. und 18. Jahrhundert zu entwickeln (Abbildung 4). Eine besonders interessante Darstellung von Henry Louis Duhamel du Monceau, »Le arte de faire differents sorts de collées«, Paris 1771, wurde ein Jahr später in Deutschland in der preußischen Akademie der Wissenschaften unter dem Titel »Die Kunst verschiedene Arten von Leim zu machen« publiziert. Duhamel du Monceau nennt verschiedene Rezepte für unterschiedliche Leime und weist auch darauf hin, dass man Knoblauch auf Holz als Haftvermittler verwenden könne, indem man das Holz vor dem Klebstoffauftrag mit Knoblauch abreibt. Haftvermittler hat es also auch schon früh gegeben. Der chemische Aufbau des Knoblauchextraktes lässt gute Wirksamkeit vermuten (s. Abschnitt 5.10.2).
Alles in allem entwickelten die Klebstoffe sich also langsam, wenngleich sie vielfältig genutzt wurden. Größere Fortschritte folgten im 19. Jahrhundert. Selbstklebende Massen und Pflaster für medizinische Anwendungen wurden ab Mitte des Jahrhunderts entwickelt und eingesetzt [2]. Als Erfinder der auf Naturkautschuk basierenden Haftklebstoffe gilt Horace H. Day. Ein entsprechendes US-Patent von William H. Shecut und Horace H. Day über die Verbesserung von Klebstoffpflastern stammt aus dem Jahre 1845 [3]. Ein deutsches Patent für ein Pflaster, beschichtet mit auf Naturkautschuk basierendem Haftklebstoff, wurde im Jahre 1882 an den Drogisten Paul C. Beiersdorf erteilt.
Abbildung 4 Leimfabrik um die Mitte des 18. Jahrhunderts nach Duhamel du Monceau.
Obwohl sich die Eigenschaften der frühen Haftklebstoffe durch diese Erfindungen und durch verschiedene zusätzliche Entwicklungsaktivitäten verbesserten, konnten die Anforderungen für industrielle Anwendungen lange nicht erfüllt werden. Der Durchbruch dazu gelang Richard G. Drew von der amerikanischen Minnesota Mining and Manufacturing Company (3M) in den 1920er Jahren. Er entwickelte das erste auf Krepppapier basierende Abdeckklebeband für den Lackierprozess in der Automobilindustrie [4]. Im Jahre 1926 eröffnete Drew das erste 3M-Klebebandlabor und entwickelte später ein Cellophan-Klebeband für Verpackungsanwendungen. Dieses gilt als das erste transparente Klebeband auf dem Markt, das vielfältige Anwendungen in Büro und Haushalt fand [5]. Obwohl Haftklebstoffe bis in die 1950er Jahre eher ein wenig beachtetes Dasein fristeten, sind sie heute die Klebstoffgruppe mit den größten Wachstumsraten (s. Abschnitt 5.1).
In der Zwischenzeit hatte 1889 Ferdinand Sichel in Hannover den ersten gebrauchsfertigen Pflanzenleim erfunden. 1909 begann das Zeitalter synthetisch hergestellter Polymere mit Leo Hendrik Baekelands Phenolharz-Patent. Die Herstellung von Polyvinylacetat, einem bis heute vielfältig verwendeten synthetischen Rohstoff für Klebstoffe, wurde 1914 von Victor Rollett und Fritz Klatte patentiert. Kommerzielle Bedeutung erlangte Polyvinylacetat erst in den 1920er Jahren. Seit 1919 ist Harnstoffharz bekannt, das aber erst seit 1929 in Klebstoffen eingesetzt werden konnte, nachdem ein Verfahren zur Härtung entwickelt worden war. Seit den 1930er Jahren werden Carboxymethyl- und Methylcellulose als Malerleime und Tapetenkleister verwendet. 1931 publizierte Wallace Hume Carothers die Herstellung von Polychlorbutadien, das aber erst in den 1950er und 1960er Jahren Bedeutung gewann.
Einige alte Rezepte werden auch von Alexander Matting [6] wiedergegeben. Besonders berühmt war der so genannte Marineleim, der aus Kautschuklösungen mit Schellack- oder Asphaltzusätzen hergestellt wurde. Ein weiteres interessantes Rezept ist das zur Herstellung von Kitten aus 60% Bleiglätte (PbO), 30% flüssigem Phenolformaldehydharz und 10% Magnesiumcarbonat, womit man nach heutigen Kenntnissen sehr beständige Klebfugen erzeugen konnte.
Berühmt in der Geschichte der Klebstoffe ist auch das so genannte »Atlas-Ago-Verfahren« in der Schuhherstellung, das 1912 patentiert wurde. Dabei werden Klebstoffe auf Celluloidbasis verwendet. Der heute noch bekannte »Kauritleim« (BASF) – ein Harnstoff-Kondensationsprodukt, das sich heiß und kalt aushärten ließ – wurde ab Ende der 1920er Jahre von den damaligen IG Farben produziert. Seit 1928 gibt es den Klebstoff »Tegofilm« (Goldschmidt) auf Phenolharzbasis. Mit diesem vollsynthetischen, heiß härtenden Klebstoff ließ sich vor allem Sperrholz absolut wasserbeständig verbinden. Dies gelang später auch mit kalt härtenden Systemen ähnlicher Art und ist heute noch üblich (s. Abschnitt 5.4). Damit wurden die alten Casein- und Blutalbuminleime weit gehend verdrängt.
Ein Durchbruch im Sinne des konstruktiven Klebens nicht ...
Inhaltsverzeichnis
Cover
Series page
Title page
Copyright
Vorwort
Autoren
1: Position der Klebtechnik im Bereich der Verbindungsverfahren
2: Geschichtliche Entwicklung
3: Adhäsion
4: Übersicht über Klebstoffe und Primer
5: Aufbau und Eigenschaften der Klebstoffe und Primer
6: Gestaltung, Herstellung und Qualitätssicherung von Klebverbindungen
7: Prüfverfahren und Eigenschaften von Klebverbindungen
8: Anwendungen der Klebtechnik
9: Zukunftstrends
10: Forschung und Entwicklung in der Klebtechnik: Eine Übersicht
11: Literatur
Register
Häufig gestellte Fragen
Ja, du kannst dein Abo jederzeit über den Tab Abo in deinen Kontoeinstellungen auf der Perlego-Website kündigen. Dein Abo bleibt bis zum Ende deines aktuellen Abrechnungszeitraums aktiv. Erfahre, wie du dein Abo kündigen kannst
Nein, Bücher können nicht als externe Dateien, z. B. PDFs, zur Verwendung außerhalb von Perlego heruntergeladen werden. Du kannst jedoch Bücher in der Perlego-App herunterladen, um sie offline auf deinem Smartphone oder Tablet zu lesen. Erfahre, wie du Bücher herunterladen kannst, um sie offline zu lesen
Perlego bietet zwei Pläne an: Essential und Complete
Essential ist ideal für Lernende und Fachkräfte, die es genießen, eine Vielzahl von Themen zu erkunden. Greife auf die Essential Library mit über 800.000 vertrauenswürdigen Titeln und Bestsellern in den Bereichen Wirtschaft, persönliche Weiterentwicklung und Geisteswissenschaften zu. Enthält unbegrenzte Lesezeit und Standard-Vorlesestimme.
Complete: Perfekt für fortgeschrittene Lernende und Forschende, die vollen, uneingeschränkten Zugriff benötigen. Entsperre über 1,5 Millionen Bücher zu Hunderten von Themen, einschließlich akademischen und spezialisierten Titeln. Der Complete-Plan enthält außerdem fortschrittliche Funktionen wie Premium Vorlesen und Forschungsassistent.
Beide Pläne sind mit monatlicher, halbjährlicher oder jährlicher Abrechnungskadenz verfügbar.
Wir sind ein Online-Lehrbuch-Abonnement-Service, bei dem du für weniger als den Preis eines einzelnen Buchs pro Monat Zugriff auf eine gesamte Online-Bibliothek erhältst. Bei über 1,5 Millionen Büchern zu mehr als 990 Themen bist du bestens versorgt! Erfahre mehr über unsere Mission
Achte auf das Symbol zum Vorlesen bei deinem nächsten Buch, um zu sehen, ob du es dir auch anhören kannst. Bei diesem Tool wird dir Text laut vorgelesen, wobei der Text beim Vorlesen auch grafisch hervorgehoben wird. Du kannst das Vorlesen jederzeit anhalten, beschleunigen und verlangsamen. Erfahre mehr über die Funktion „Vorlesen“
Ja! Du kannst die Perlego-App sowohl auf iOS- als auch auf Android-Geräten nutzen, damit du jederzeit und überall lesen kannst – sogar offline. Perfekt für den Weg zur Arbeit oder wenn du unterwegs bist. Bitte beachte, dass wir Geräte, auf denen die Betriebssysteme iOS 13 und Android 7 oder noch ältere Versionen ausgeführt werden, nicht unterstützen können. Mehr über die Verwendung der App erfahren
Ja, du kannst auf Klebtechnik von Walter Brockmann,Paul Ludwig Geiß,Jürgen Klingen,K. Bernhard Schröder im PDF- und/oder ePUB-Format sowie auf andere beliebte Bücher in Technik & Maschinenbau & Chemie- & Biochemietechnik zugreifen. In unserem Katalog stehen über 1,5 Millionen Bücher zur Verfügung.