In der Lebensmittel-, der kosmetischen, pharmazeutischen und chemischen Industrie sowie in der Biotechnologie ist zum Schutz vor Kontamination ein hygienischer Produktionsprozess sehr wichtig. Sichere Qualitatsprodukte lassen sich nur mit Anlagen herstellen, die sich zuverlassig reinigen lassen. Deshalb spielt bei der Herstellung hochreiner Produkte "Hygienic Design" moderner Anlagen, Apparate, Komponenten und Prozessraume eine entscheidende Rolle. In allen Industriezweigen konnen dadurch erhebliche Kosten fur den Reinigungsaufwand und zur Reduzierung der Umweltbelastung eingespart werden. Das vorliegende Werk baut auf dem Buch Hygienische Produktionstechnologie auf und beschreibt die Komponenten und Bauteile, die fur die Konstruktion hygienegerechter Apparate und Anlagen benotigt werden. Es richtet sich besonders an Ingenieure im konstruktiven Bereich in der Lebensmittel-, Pharma- und Kosmetikindustrie, aber auch an Betriebsangehorige, die fur Qualitat, Risikoanalysen und Produktsicherheit bei der Produktherstellung verantwortlich sind.
375,005 Studierende vertrauen auf uns
Zugang zu über 1,5 Millionen Titeln zu einem fairen monatlichen Preis.
Mit unseren Lerntools kannst du noch effizienter lernen.
In allen hygienerelevanten Industriebereichen ist die reinigungsgerechte Gestaltung von Apparaten und Anlagen eine grundlegende Voraussetzung, um Produkte kontaminationsfrei und den Anforderungen des Verbraucherschutzes entsprechend produzieren zu können. Als Voraussetzung muss deshalb neben allgemein üblichen Konstruktions- und Designregeln sowohl bei der Detailkonstruktion als auch bei der Gestaltung von Bauteilen, gesamten Maschinen und Apparaten bis hin zu Anlagen einschließlich ihres Umfelds Hygienic Design realisiert werden, um hygienische und leicht reinigbare Verhältnisse zu schaffen. Grundlagen über Einflüsse, Problembereiche sowie Werkstoffe und Gestaltungsmaßnahmen sind in [1] ausführlich dargelegt.
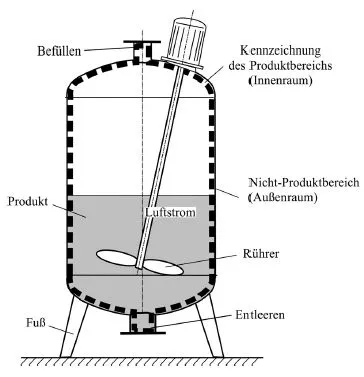
In der Praxis werden Hygieneanforderungen meist auf Prozessbereiche bezogen. Aus diesem Grund hat die „European Hygienic Engineering and Design Group“, früher „European Hygienic Equipment Design Group“ (EHEDG) eine Unterscheidung getroffen, nach der Prozesse als „geschlossen“ [2] bzw. „offen“ [3] bezeichnet werden. Bei einem geschlossenen Prozess findet die Produktverarbeitung gemäß Abb. 1.1 im Inneren eines Apparats oder einer Anlage statt. Produkte und Produktionshilfsmittel werden in die Anlage ein- bzw. ausgeschleust, indem das gleiche Hygieneniveau hergestellt wird. In der Biotechnik wird der Begriff „geschlossenes System“ in [4] definiert. Es wird als System bezeichnet, „in dem eine Schranke Mikroorganismen bzw. Organismen von der Umgebung trennt“. Als Schranke dienen dabei die Innenwände der gesamten Anlage, die zudem dicht sein müssen.
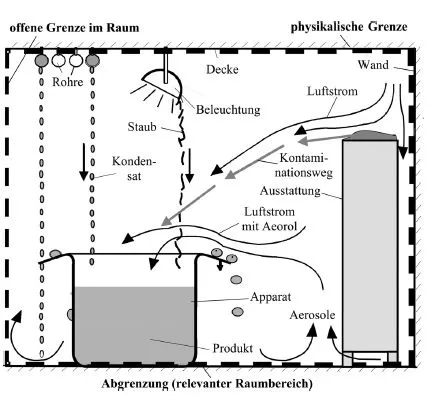
Einem offenen Prozess ist entsprechend der Prinzipdarstellung nach Abb. 1.2 ein Apparat oder eine Anlage zugeordnet, die während der Produktherstellung und der Reinigung zur Umgebung hin offen ist. In der Biotechnologie bezeichnet ein offenes System [4] „eine Anlage oder ein Gerät, bei dem es keine Schranke zwischen den zu bearbeitenden Mikroorganismen und der Umgebung gibt“. Damit ist eine Kreuzkontamination aus dem Prozessumfeld oder in umgekehrter Richtung entweder während der Produktion oder während und nach der Reinigung möglich, wenn nicht von vornherein gleiche Hygienestufen innerhalb der Prozessanlage und im Einflussbereich des Umfelds vorliegen. Dies wiederum hat zur Folge, dass sowohl die Prozessanlage als auch der relevante Bereich der Umgebung als Produktbereich zu definieren und entsprechend hygienegerecht zu gestalten sind. Auch wenn verschiedentlich zwischen „direkt“ und „indirekt“ produktberührten Flächen und Bereichen gesprochen wird, sind sie nach denselben hygienischen Prinzipien und Aspekten zu gestalten, wenn sie ein Kontaminationsrisiko bedeuten. Deshalb sollte grundsätzlich die prinzipielle Abgrenzung des Produktbereichs entsprechend der EHEDG-Definition nach [3] vorgenommen werden, die konkret durch eine Risikoanalyse, Qualifizierung bzw. Validierung verifiziert wird.
Abb. 1.1 Hygienerelevanter Konstruktionsbereich bei einem geschlossenen Prozess (Beispiel: geschlossener Behälter).
Abb. 1.2 Prinzip, Kontrollbereich und Kontaminationsrisiken eines offenen Prozesses.
Neben der Definition der Prozessart stellt das Risiko durch die Art des Schmutzes, der durch Reinigung zu entfernen ist, einen entscheidenden Hygieneaspekt dar. In Trockenbereichen, wo das Wachstum von Mikroorganismen ausgeschlossen werden kann, ist es erheblich geringer als in nassen Zonen, wo Wachstum und Vermehrung von Mikroorganismen sowie Entstehung von Biofilmen eine starke Belastung bedeuten.
Als weiterer Einfluss ist die Gewichtung des Hygienerisikos aufgrund der konstruktiven Gestaltung zu berücksichtigen, die im Rahmen eines Hygienekonzepts für den gesamten Anlagenbereich vorzunehmen ist. Beispielsweise ergeben sich im Detailbereich erfahrungsgemäß durch nicht reinigbare Spalte, unzugängliche Ecken, Totzonen, nicht entleerbare Bereiche und andere Problemzonen häufig wesentlich höhere Risikopotenziale als an durchgehenden, meist ausreichend glatt hergestellten, großen Oberflächen.
Im Folgenden sollen zunächst Aspekte der Detailgestaltung diskutiert werden, die die Grundlagen aller Apparate und Anlagen bilden. Dabei wird lediglich im Überblick auf wesentliche Gestaltungsaspekte eingegangen. Eine ausführliche Darstellung der elementaren Konstruktionselemente wird in [1] gegeben. Die weiteren Bereiche dieses Buches umfassen Komponenten von geschlossenen Prozessen, Beispiele von offenen Prozessen, Einflüsse durch die Prozessumgebung bis hin zum Design von Gesamtanlagen und deren Umfeld.
Dabei soll vor allem auf hygienische Problemstellen hingewiesen und vorhandene Lösungen als Stand der Technik aufgezeigt werden. Wie Erfahrung und Entwicklung zeigen, entstehen unterschiedliche innovative Konstruktionen, wenn Konstrukteure die Anforderungen an Hygienic Design verinnerlicht haben und in die Praxis umsetzen. Außerdem zieht der Anstoß neuer Gestaltungsmaßnahmen eines Teilbereichs oder ganzer Apparategruppen weitere Neukonstruktionen nach sich.
1.1 Oberflächen
Im Rahmen der Detailkonstruktion sollte zunächst zusammen mit der Werkstoffwahl die Oberflächenqualität als grundlegendes Element von Hygienic Design diskutiert werden. Dabei sind besondere Anforderungen an das Verschmutzungsverhalten, die Reinigbarkeit und das Risiko von Rekontaminationen produktberührter Oberflächen zu stellen. Aber auch der sogenannte Nicht-Produktbereich ist in Betrieben mit Hygieneanforderungen gut reinigbar zu gestalten und sauber zu halten, obwohl er aufgrund geringerer Hygienerelevanz nicht den gleichen konstruktiven Status erreichen muss.
1.1.1 Produktberührte Oberflächen
Sowohl Korrosionsbeständigkeit, Haftvermögen von Mikroorganismen, Anhaften von Produktresten und -belägen, Aufbau von Krusten sowie Entstehung von Biofilmen als auch das Reinigungsverhalten in Bezug auf das Ablösen und Entfernen von Verschmutzungen hängen von den Eigenschaften des Werkstoffs und dessen Oberflächenqualität ab. Problematisch ist, dass diese meist nur einen Anfangs- oder Ausgangszustand darstellt, der sich im Lauf der Zeit während der Produktion durch mechanischen Verschleiß, chemischen Angriff, Alterungsprozesse – vor allem bei Kunststoffen – und andere Effekte verändert und zwar meist verschlechtert. Grundsätzlich bestimmen Vorgaben durch gesetzliche Anforderungen, Leitlinien, Normen oder betriebsinterne Erfahrungen die zu realisierende Oberflächenqualität. Dabei wird ihr häufig in der Praxis ein zu hoher Stellenwert zugeschrieben, der erst dann zu rechtfertigen ist, wenn andere Konstruktionselemente mit höheren Kontaminationsrisiken hygienegerecht gestaltet sind.
1.1.1.1 Feinstruktur von produktberührten Oberflächen
Grundsätzlich ist die Wahl der Oberflächenqualität sowohl ein Aspekt der Hygiene als auch ein entscheidender wirtschaftlicher Aspekt. Sowohl die Minimierung der Verschmutzung als auch die Optimierung des Reinigungsvorgangs spielen für beide Gesichtspunkte eine wesentliche Rolle. An der Oberfläche anhaftende, schwer entfernbare Substanzen sind ganz allgemein organische und anorganische Substanzen in Submikrongröße, wie z. B. Mikroorganismen, Proteine, Fettbeläge, zelluläre Reststücke aus Produkten, krustenbildende Stoffe sowie Kalk- oder Steinablagerungen. In trockenen Prozessen stellen feinste Partikel aus Pulvern den Schmutzanteil, die sowohl organischer als auch anorganischer Natur sein können. Die geforderte leichte Reinigbarkeit und eventuell Sterilisierbarkeit von Oberflächen lässt sich nur dann erreichen, wenn Materialkenngrößen zur Verfügung stehen, die die Reaktionen an den Grenzflächen beim Verschmutzen und Reinigen ausreichend wiedergeben [5–7].
Als Beurteilungsmaßstab wird zurzeit meist nur der Mittenrauwert Ra gemäß
(1)
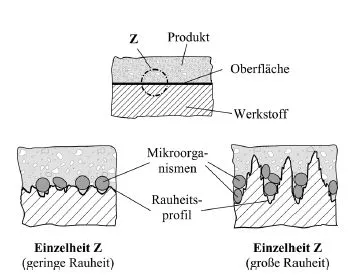
nach DIN EN ISO 4287, Teil 1 [8], mit der Messlänge l und dem Rauheitsprofil Z(x) für eine geeignete Tastschnittmessung der Oberfläche herangezogen. Ausgehend von Edelstahloberflächen wird z. B. ein Höchstwert von Ra = 0,8 μm gefordert [9]. Ein entscheidender Grund ist, dass bei Wahl solcher Rauheitsverhältnisse die Abmessungen von Mikroorganismen, von denen die größte Kontaminationsgefahr ausgeht, in der gleichen Größenordnung wie die Rauheiten selbst liegen. Sie sind damit einem chemischen Angriff durch Reinigungsmittel gemäß Abb. 1.3 direkt zugänglich und nicht in enge Rauheitstäler eingebettet. Ein zweite Begründung betrifft die Tatsache, dass kaltgewalzte Edelstahlbleche und -bänder als Hauptkonstruktionselemente des Apparatebaus diese Rauheitsanforderungen erfüllen und sich in der Praxis als leicht reinigbar erweisen. Bezeichnung von Oberflächen für Fertigerzeugnisse aus rostfreiem Edelstahl, wie Bleche, Bänder, nahtlose und geschweißte Rohre sind nach DIN EN 10 088-2 [10] festgelegt.
Abb. 1.3 Prinzipielle Darstellung der Größenordnung von Rauheiten und Mikroorganismen bezüglich der Relevanz für die Reinigbarkeit.
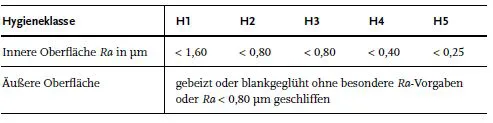
Für die Milchindustrie waren für produktberührte Oberflächen und Schweißnähte abgestufte Werte nach DIN 11 480 gemäß Tabelle 1.1 [11] festgelegt. Die Norm soll allerdings im Mai 2008 zurückgezogen werden. In der Steriltechnik sowie in der Pharmaindustrie werden oft noch kleinere Rauheitswerte im Bereich von Ra = 0,5 μm bis Ra = 0,25 μm – häufig verbunden mit einere Behandlung durch Elektropolieren – gefordert. Grundlage dafür ist zum einen das zurückgezogene VDMA-Einheitsblatt 24432 [12] sowie die Empfehlungen nach DIN 11 866 [13] gemäß Tabelle 1.2.
Wichtige Erkenntnisse in Bezug auf das Reinigungsverhalten von Oberflächen, die durch Einzelpartikel verschmutzt sind, werden durch Untersuchungen in [14] deutlich. Einflussgrößen sind neben den verwendeten Partikeln (Größe, Material), die Werkstoffoberflächen (Rauheit Ra, Material bzw. Oberflächenenergie, Anisotropien) und das Reinigungsmittel (pH-Wert, Temperatur, Reinigungszeit, Tensidzugabe). Eine wesentliche Erkenntnis aus den Untersuchungen ist, dass kein Einfluss der Rauheit in dem Bereich von Ra = 0,15 μm bis Ra = 2 μm auf den Reinigungserfolg von Edelstahl gefunden wurde, wenn der Partikeldurchmesser d entsprechend obigem Hinweis d ≥ Ra gewählt wurde. Der Vergleich der verschiedenen Einflussgrößen zeigt, dass der Reinigungserfolg am stärksten durch das Reinigungsmedium zu beeinflussen ist. Wie zu erwarten, verbessert die Zugabe von Tensiden zusätzlich das Ergebnis, während deutliche Verschlechterungen durch scharfkantige Vertiefungen (Kratzer, Spalte, Risse) in der Oberfläche auftreten.
Tabelle 1.1 Oberflächen mit Produktkontakt von milchwirtschaftlichen Tanks und Apparaten [11].
Anforderungsstufe
Arithmetischer Mittenrauwert Ra (μm)
Anwendungsbeispiel
A
< 1,0
Produtkbehandlung
B
< 0,6
Produktlagerung Prozessbehälter
C
< 0,2
Besondere mikrobiologische Anforderungen
Tabelle 1.2 Rauheitsempfehlungen nach DIN 11 866 [13] für Rohre aus nicht rostendem Stahl für die Bereiche Aseptik, Chemie und Pharmazie.
Ergebnisse neuer Untersuchungen über den Einfluss kontinuierlicher Beläge sind in Kürze zu erwarten. Diese legen sich zunächst über die Rauheitsstruktur und bilden anfangs eine „neue“ Oberfläche. Lösliche Schichten werden in erster Linie durch Diffusion des Reinigungsmittels in der laminaren Unterschicht entfernt. Neben dem Einfluss des Reinigungsmittels ist der Reinigungsvorgang hauptsächlich zeitabhängig. Bei viskosen Belägen wirkt die Wandschubspannung ablösend, wobei zum Teil Inseln aus der Schicht entfernt werden, die den Ausgangspunkt für den Forschritt der Reinigung durch Scherbeanspruchung bilden.
Aufgrund praktischer und theoretischer Erkenntnisse lässt sich die Reinigbarkeit einer Oberfläche aber nicht allein durch Ra-Werte erfassen. Eine gut reinigbare Oberfläche zeichnet sich z. B. zusätzlich durch weite Abstände der Rauheitsberge und -täler sowie abgerundete Profilformen aus, was z. B. die Pharmaindustrie durch die bevorzugte Verwendung von elektropolierten Oberflächen nutzt. Der zusätzliche Vorteil des Elektropolierens, nämlich dass dabei inhomogene Oberflächenschichten bis zu Tiefen von etwa 40 μm entfernt und stabilere, dichtere Passivschichten erzeugt werden, wird als Vorteil oft nicht mit betrachtet.
Ein weiteres wesentliches Merkmal aus hygienischer Sicht stellt die Porigkeit von Oberflächen dar, die als regelmäßige oder unregelmäßige örtliche Unterbrechung der Oberflächenstruktur durch Löcher, Poren, Risse oder andere Oberflächenfehler charakterisiert werden kann. Bei entsprechender Größe können vor allem Mikroorganismen in solche Fehlstellen eindringen und zum Ausgangpunkt für das Wachstum von Biofilmen werden. Porenfreiheit ist daher eine wesentliche zusätzliche Voraussetzung für eine hygienegerechte Oberflächenqualität.
1.1.1.2 Hygienerelevante Bearbeitungsverfahren
Bei Edelstahl beruht die Beständigkeit gegen Korrosionsangriff auf einer komplexen, chromreichen „passiven“ Oxidschicht auf der Oberfläche. Sie stellt den normalen mit Passivität bezeichneten Oberflächenzustand dar. Das enthaltene Chrom bildet ab etwa 12 % Massenanteil eine Chromoxidschicht, wodurch weitere Oxidation verhindert wird. Wird diese Oxidschicht beschädigt und gelangt blankes Metall in Kontakt mit einer sauerstoffreichen Umgebung (Atmosphäre, Wasser), so bildet sich automatisch eine neue passivierende Schicht, d. h. die Oberfläche ist s...
Inhaltsverzeichnis
Cover
Series Page
Title Page
Copyright
Vorwort
1: Einleitung
2: Komponenten von Rohrleitungssystemen
3: Ausgewählte Komponenten und Elemente von offenen Anlagen
4: Behälter, Apparate und Prozesslinien
5: Anlagengestaltung
6: Reinigung und Reinigungssysteme
7: Bewertung und Testen von hygienegerecht gestalteten Komponenten und Apparaten
8: Abschließende Aspekte zu den hygienischen Anforderungen an den Anlagenbau
Literatur
Stichwortverzeichnis
Quellenverzeichnis
Häufig gestellte Fragen
Ja, du kannst dein Abo jederzeit über den Tab Abo in deinen Kontoeinstellungen auf der Perlego-Website kündigen. Dein Abo bleibt bis zum Ende deines aktuellen Abrechnungszeitraums aktiv. Erfahre, wie du dein Abo kündigen kannst
Nein, Bücher können nicht als externe Dateien, z. B. PDFs, zur Verwendung außerhalb von Perlego heruntergeladen werden. Du kannst jedoch Bücher in der Perlego-App herunterladen, um sie offline auf deinem Smartphone oder Tablet zu lesen. Erfahre, wie du Bücher herunterladen kannst, um sie offline zu lesen
Perlego bietet zwei Pläne an: Essential und Complete
Essential ist ideal für Lernende und Fachkräfte, die es genießen, eine Vielzahl von Themen zu erkunden. Greife auf die Essential Library mit über 800.000 vertrauenswürdigen Titeln und Bestsellern in den Bereichen Wirtschaft, persönliche Weiterentwicklung und Geisteswissenschaften zu. Enthält unbegrenzte Lesezeit und Standard-Vorlesestimme.
Complete: Perfekt für fortgeschrittene Lernende und Forschende, die vollen, uneingeschränkten Zugriff benötigen. Entsperre über 1,5 Millionen Bücher zu Hunderten von Themen, einschließlich akademischen und spezialisierten Titeln. Der Complete-Plan enthält außerdem fortschrittliche Funktionen wie Premium Vorlesen und Forschungsassistent.
Beide Pläne sind mit monatlicher, halbjährlicher oder jährlicher Abrechnungskadenz verfügbar.
Wir sind ein Online-Lehrbuch-Abonnement-Service, bei dem du für weniger als den Preis eines einzelnen Buchs pro Monat Zugriff auf eine gesamte Online-Bibliothek erhältst. Bei über 1,5 Millionen Büchern zu mehr als 990 Themen bist du bestens versorgt! Erfahre mehr über unsere Mission
Achte auf das Symbol zum Vorlesen bei deinem nächsten Buch, um zu sehen, ob du es dir auch anhören kannst. Bei diesem Tool wird dir Text laut vorgelesen, wobei der Text beim Vorlesen auch grafisch hervorgehoben wird. Du kannst das Vorlesen jederzeit anhalten, beschleunigen und verlangsamen. Erfahre mehr über die Funktion „Vorlesen“
Ja! Du kannst die Perlego-App sowohl auf iOS- als auch auf Android-Geräten nutzen, damit du jederzeit und überall lesen kannst – sogar offline. Perfekt für den Weg zur Arbeit oder wenn du unterwegs bist. Bitte beachte, dass wir Geräte, auf denen die Betriebssysteme iOS 13 und Android 7 oder noch ältere Versionen ausgeführt werden, nicht unterstützen können. Mehr über die Verwendung der App erfahren
Ja, du kannst auf Hygienegerechte Apparate und Anlagen von Gerhard Hauser im PDF- und/oder ePUB-Format sowie auf andere beliebte Bücher in Technik & Maschinenbau & Chemie- & Biochemietechnik zugreifen. In unserem Katalog stehen über 1,5 Millionen Bücher zur Verfügung.