
eBook - ePub
Mechatronics
Electronics in Products and Processes
DavidAllan Bradley
This is a test
Buch teilen
- 528 Seiten
- English
- ePUB (handyfreundlich)
- Über iOS und Android verfügbar
eBook - ePub
Mechatronics
Electronics in Products and Processes
DavidAllan Bradley
Angaben zum Buch
Buchvorschau
Inhaltsverzeichnis
Quellenangaben
Über dieses Buch
Mechatronics: Electronics in Products and Processes identifies the concepts which underpin the mechatronic approach to engineering design and brings together its principle components - sensors and transducers, embedded microprocessors, actuators and drives - to explore their interrelationships. The text focuses primarily on hardware elements and the impact of system architecture. Modern technology is set in an historical background and each chapter comes with learning objectives and chapter outlines. The book includes numerous case studies illustrating the concepts applied in such areas as automatic cameras, aerospace parts manufacturing, fly-by-wire systems, and boat autopilot.
Häufig gestellte Fragen
Wie kann ich mein Abo kündigen?
Gehe einfach zum Kontobereich in den Einstellungen und klicke auf „Abo kündigen“ – ganz einfach. Nachdem du gekündigt hast, bleibt deine Mitgliedschaft für den verbleibenden Abozeitraum, den du bereits bezahlt hast, aktiv. Mehr Informationen hier.
(Wie) Kann ich Bücher herunterladen?
Derzeit stehen all unsere auf Mobilgeräte reagierenden ePub-Bücher zum Download über die App zur Verfügung. Die meisten unserer PDFs stehen ebenfalls zum Download bereit; wir arbeiten daran, auch die übrigen PDFs zum Download anzubieten, bei denen dies aktuell noch nicht möglich ist. Weitere Informationen hier.
Welcher Unterschied besteht bei den Preisen zwischen den Aboplänen?
Mit beiden Aboplänen erhältst du vollen Zugang zur Bibliothek und allen Funktionen von Perlego. Die einzigen Unterschiede bestehen im Preis und dem Abozeitraum: Mit dem Jahresabo sparst du auf 12 Monate gerechnet im Vergleich zum Monatsabo rund 30 %.
Was ist Perlego?
Wir sind ein Online-Abodienst für Lehrbücher, bei dem du für weniger als den Preis eines einzelnen Buches pro Monat Zugang zu einer ganzen Online-Bibliothek erhältst. Mit über 1 Million Büchern zu über 1.000 verschiedenen Themen haben wir bestimmt alles, was du brauchst! Weitere Informationen hier.
Unterstützt Perlego Text-zu-Sprache?
Achte auf das Symbol zum Vorlesen in deinem nächsten Buch, um zu sehen, ob du es dir auch anhören kannst. Bei diesem Tool wird dir Text laut vorgelesen, wobei der Text beim Vorlesen auch grafisch hervorgehoben wird. Du kannst das Vorlesen jederzeit anhalten, beschleunigen und verlangsamen. Weitere Informationen hier.
Ist Mechatronics als Online-PDF/ePub verfügbar?
Ja, du hast Zugang zu Mechatronics von DavidAllan Bradley im PDF- und/oder ePub-Format sowie zu anderen beliebten Büchern aus Technology & Engineering & Microelectronics. Aus unserem Katalog stehen dir über 1 Million Bücher zur Verfügung.
Information
Chapter 1
What is mechatronics?
The success of industries in manufacturing and selling goods in a world market increasingly depends upon an ability to integrate electronics and computing technologies into a wide range of primarily mechanical products and processes. The performance of many current products – cars, washing machines, robots or machine tools – and their manufacture depend on the capacity of industry to exploit developments in technology and to introduce them at the design stage into both products and manufacturing processes. The result is systems which are cheaper, simpler, more reliable and with a greater flexibility of operation than their predecessors. In this highly competitive situation, the old divisions between electronic and mechanical engineering are increasingly being replaced by the integrated and interdisciplinary approach to engineering design referred to as mechatronics.
In a highly competitive environment, only those new products and processes in which an effective combination of electronics and mechanical engineering has been achieved are likely to be successful. In general, the most likely cause of a failure to achieve this objective is an inhibition on the application of electronics. In most innovative products and processes the mechanical hardware is that which first seizes the imagination, but the best realization usually depends on a consideration of the necessary electronics, control engineering and computing from the earliest stages of the design process. The integration across traditional boundaries that this implies and requires lies at the heart of a mechatronic approach to engineering design and is the key to understanding the developments that are taking place.
Engineering design and product development are, as illustrated by Figs 1.1 and 1.2, complex processes involving an interaction between many skills and disciplines. Mechatronics is not a distinctly defined, and hence separate, engineering discipline but is an integrating theme within the design process. In achieving this integration it combines, as shown by Fig. 1.3, its core disciplines – electronic engineering, computing and mechanical engineering – with links into areas as diverse as manufacturing technology, management and working practices.
The foundations of a mechatronic approach to engineering design are considered to lie in information and control. Indeed, it may be objected in some quarters that mechatronics is ‘only control engineering’ in another guise. Such objections would, however, fail to recognize the direct impact on the approach to the design of a mechanical system of the introduction and incorporation of electronics and computing technologies. Indeed, a feature of a mechatronic approach to engineering design is that the resulting mechanical systems are often simpler, involving fewer components and moving parts than their wholly mechanical counterparts. This simplification is achieved by the transfer of complex functions such as accurate positioning from the mechanical system to the electronics. An example of this is seen in the modular robotics system of Fig. 1.4. Here, encoders for position measurement together with electronic motor control have enabled the use of simple chain drives and induction motors instead of the expensive leadscrews and servomotors that would previously have been required, and which perhaps would have been too highly specified in terms of accuracy and resolution for the intended applications.
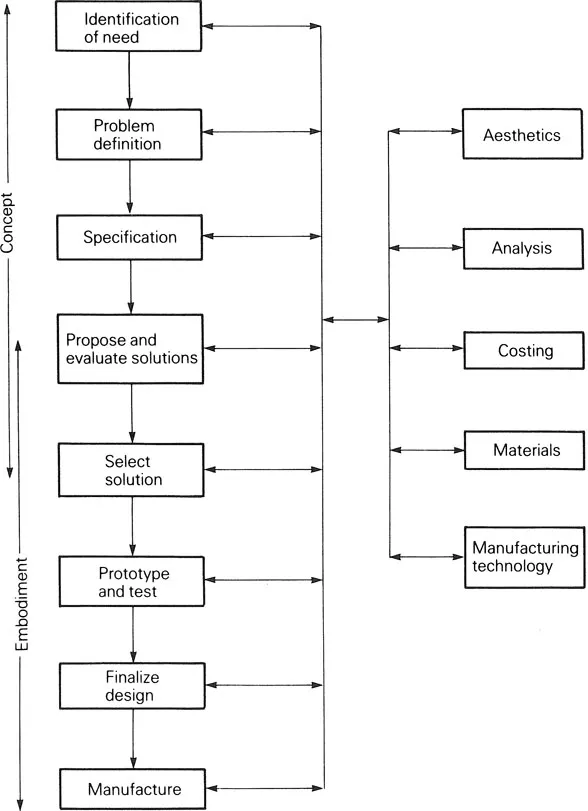
Figure 1.1 The engineering design process.
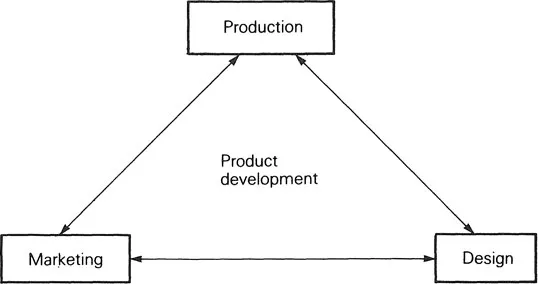
Figure 1.2 Product development.
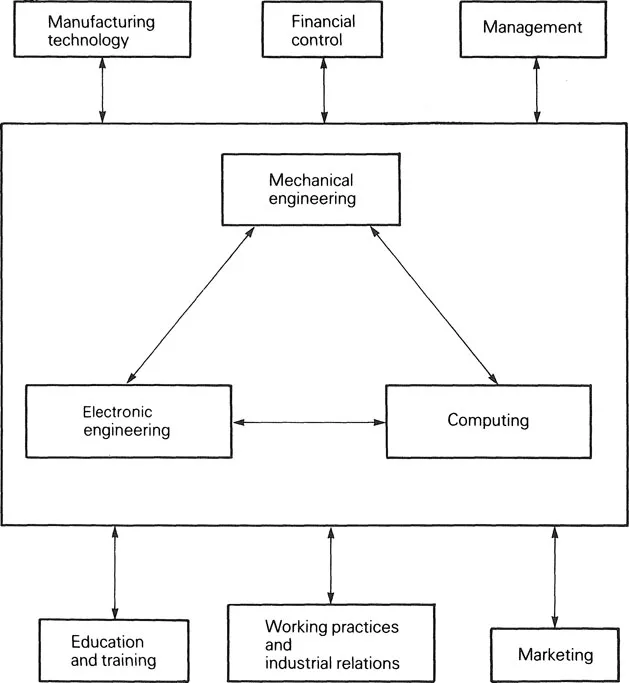
Figure 1.3 The elements of mechatronics.
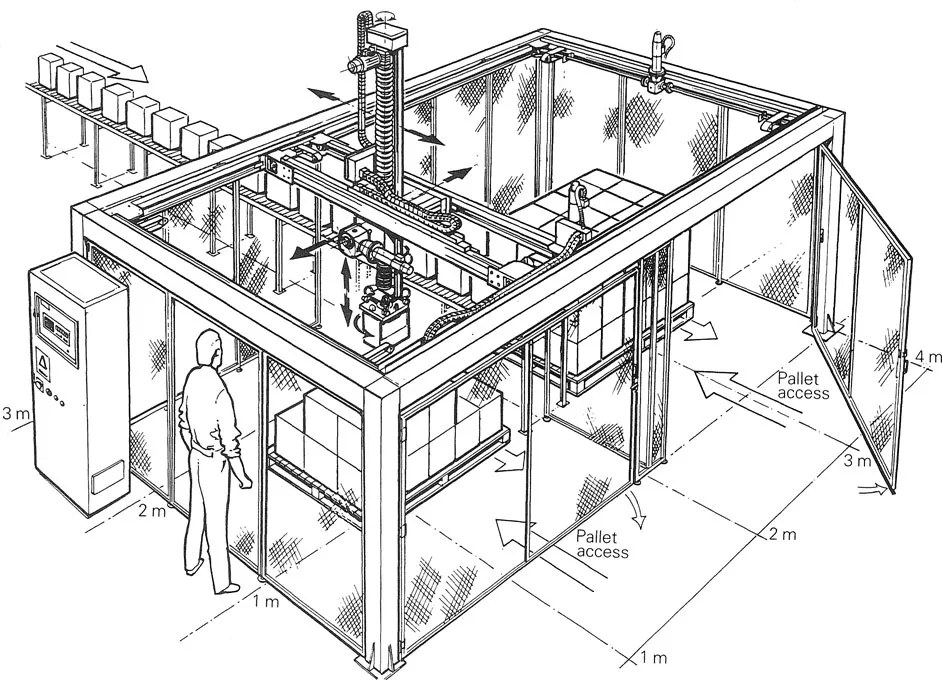
Figure 1.4 Modular robotics system (Crocus).
To be successful, a mechatronic approach needs to be established from the very earliest stages of the conceptual design process, where options can be kept open before the form of embodiment is determined. In this way the design engineer, and especially the mechanical design engineer, can avoid going too soon down familiar and perhaps less productive paths.
The first examples of mechatronic systems, albeit in a somewhat cumbersome and less capable and adaptable form, were to be found in the early computer numerically controlled (CNC) machine tools and in large scale automated processes such as chemical plant or rolling mills. However, in the majority of such systems the basic mechanical design was largely unaffected by the addition of electronically based control systems. Indeed, such control systems were regarded by many design engineers as a somewhat suspicious and mysterious bolt-on adjunct. Such inhibitions would now be a serious constraint on the ability of mechanical engineers in particular to exploit the opportunities made available through the incorporation of electronics.
1.1 Mechatronics in manufacturing
In the manufacturing industries there is a demand for production systems which are capable of responding rapidly to changing market conditions, accommodating a range of product types with short production runs involving relatively small numbers of items. Neither manual manufacturing processes nor mass production lines can meet these requirements. The former, though highly adaptable, suffer from low levels of productivity. The assembly and transfer lines associated with the latter lack flexibility, with changeovers involving significant time costs.
Within a wide range of manufacturing systems and processes, a mechatronic design approach has had as its primary benefit the ease with which the process can be reconfigured while, at the same time, offering enhanced product quality and consistency. The effect of a failure to adapt can be seen in the inability until quite recently of a range of UK capital equipment manufacturers, particularly of machine tools, injection moulding equipment, shoe making machinery, textile machinery and confectionery equipment, to supply systems of comparable performance to those of overseas competitors at a comparable price. Even where extensive government support was provided, a trend towards increasing import penetration was recorded.
A major reason for this failure can be identified in terms of the machine or system capability. UK produced equipment tended to be robust but lacking in the range of sensors and advanced state-of-the-art control systems offered by their competitors. The resulting equipment was slower in operation, less adaptable to changes in product specification (with long set-up times) and, most importantly, less able to deliver a product of consistent quality.
Where full attention has been given to market trends, the adoption of an integrated mechatronic approach to design has led to a revival in areas such as high speed textile equipment, metrology and measurement systems, and special purpose equipment such as that required for the automatic in-wafer testing of integrated circuits. In most cases the revival or new growth is brought about by the enhancement of process capability achieved by the integration of electronics, often in the form of an embedded microprocessor, with the basic mechanical system.
This demand for increased flexibility in the manufacturing process has led to the development of the concept of flexible manufacturing systems (FMSs) in which a number of elements such as computer numerically controlled machine tools, robots and automatically guided vehicles (AGVs) are linked together for the manufacture of a group of products. Communication between the individual elements of the system is achieved by means of local area networks (LANs). Such interconnected systems operate in many implementations as a stand-alone grouping or island of automation within the production environment.
As levels of automation increase, so does the need for communications. This requirement has led to the introduction of the manufacturing automation protocol (MAP), the technical office protocol (TOP) and the open systems interconnection (OSI) standard to provide a communications structure for the passage of information throughout the whole of the manufacturing environment, as illustrated by Fig. 1.5. These concerns are also having a major effect on the design integration of mobile systems such as vehicles. For example, where a vehicle has modular electronic controllers to handle the requirements of different systems such as a semi-active suspension and an anti-lock braking system, it is important that the modules should be able to interface to a common data bus. This is especially the case where the output of an individual sensor, say of wheel rotational speed, is used for different purposes. The more common use of such sophisticated techniques in vehicles has given impetus to the development of controlled area network (CAN) techniques – and a group of emerging standards to which all subsystem suppliers will be under pressure to conform if they are to remain competitive.
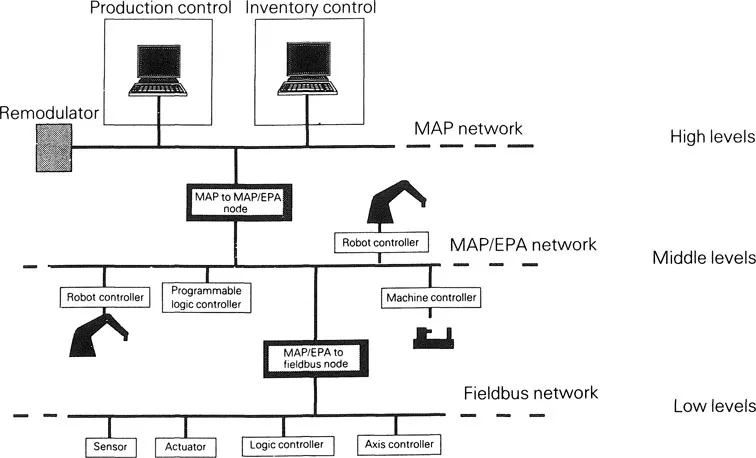
Figure 1.5 A hierarchical communications system for manufacturing control.
Table 1.1 Comparison between a traditional and a mechatronic approach to process control and manufacturing
Traditional approach | Mechatronic approach |
Chemical process | |
Centralized computer control | Distributed processing power with localized decision making capacity |
All instruments, transducers wired back to central computer and control room | Reduced cable runs; machine cycles stored and executed via local control loops |
Sequence control predominates | More parts of process are capable of individual control |
Individual parts of the process relatively inflexible | Optimization facilitated by stages and as a whole |
Control systems involve the large scale use of electropneumatic interfaces because of hazard concern | Reduced size of components via VLSI results in lower power levels; may be intrinsically safe, therefore electronic controls become acceptable |
‘Hard’ process, e.g. bottling plant Sequence control predominates | Some proportional control where variable speed drives are used |
Whole process controlled by relay logic | Microprocessor based programmable logic controllers (PLCs) providing distributed control incorporating a degree of intelligence |
Highly inflexible as to product size and type; an ‘army with spanners’ needed to change conveyor guides etc. | Stepless actuators incorporating position feedback widely employed; process flexibility enhanced, downtime reduced |
Two-position air cylinders or simple electropneumatics widely used, control by limit switches | Robust electrical drives with variable speed and position feedback; proportional electropneumatics in limited applications |
Inspection/QA stages towards or at end of process | In-process automatic inspection |
Manufacturing unit e.g. machine tool Dedicated CNC controller, perhaps including automatic tool changes | Networked CNC controllers with remote or central control of cycles |
Essentially stand-alone mode | Linked flexible manufacturing system (FMS) with integrated parts handling and transfer, the latter ba... |