eBook - ePub
Autonomous Maintenance in Seven Steps
Implementing TPM on the Shop Floor
- 352 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
About this book
Autonomous maintenance is an especially important pillar of Total Productive Maintenance (TPM) because it enlists the intelligence and skills of the people who are most familiar with factory machines-- equipment operators. Operators learn the maintenance skills they need to know through a seven-step autonomous maintenance program. Most companies in the West stop after implementing the first few steps and never realize the full benefits of autonomous maintenance. This book contains comprehensive coverage of all seven steps--not just the first three or four.It includes:An overview of autonomous maintenance features and checklists for step audits to certify team achievement at each AM step.TPM basics such as the six big losses, overall equipment effectiveness (OEE), causes of losses, and six major TPM activities.An implementation plan for TPM and five countermeasures for achieving zero breakdowns.Useful guidelines and case studies in applying AM to manual work such as assembly, inspection, and material handling.Integrates examples from Toyota, Asai Glass, Bridgestone, Hitachi, and other top companies.By treating machines as partners and taking responsibility for them, you get machines that you can rely on and help maintain an energized and responsive workplace. For companies that are serious about taking autonomous maintenance beyond mere cleaning programs, this is an essential sourcebook and implementation support.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Topic
CommerceSubtopic
ProductionChapter
1
TPM Aims at the Elimination of Losses
1.1 The Shopfloor Suffers from Diverse Mistakes
The production department uses equipment daily to manufacture various products from raw materials. The maintenance department, on the other hand, is responsible for upkeeping equipment, even though the production department has continual, hands-on knowledge of the equipment’s condition. As a result, the shopfloor is hindered by significant mistakes made by other departments, which have no appreciation of the real factors that impinge on production.
Sales department. Errors in the code number, quantity, specifications, delivery date, or destination of goods result in severe troubles for the shopfloor. If these mistakes are detected in the course of manufacturing, they may be corrected. It is too late, however, if they are discovered at the time of the customer’s acceptance inspection.
Production control department. Errors in communication with the sales department result in wrong forecasts, production plans, and work orders.
Purchasing department. Errors in purchase orders result in a shortage of raw materials or the acquisition of useless materials with off-specifications.
Shipping department. Errors in the quantity of items shipped affects the customer’s production line schedule.
Product design department. Product design focused on only appearance or function often neglects the need for manufacturing ease. Workers are always blamed for problems with assembly mistakes and skilled workers are involved in a lot of remedial work.
Plant engineering department. Poor plant engineering causes many troubles in commissioning and results in start-up delays. Even after initiating commercial production, workers face chronic equipment breakdowns and quality defects, as well as maintenance work difficulties.
Maintenance department. A piece of equipment when overhauled, for example, was reassembled with incorrect spare parts. Immediately after it was restarted, sporadic breakdowns occurred. The needed repair took three days.
To some extent, these mistakes are repeated in all factories. Sometimes they result from a misunderstanding of the managers’ role in dealing with the problems caused by these kinds of mistakes. Most of these problems can be prevented with relatively little effort, if a suitable managerial system exists.
1.2 The Shopfloor Is Flooded with Losses
Losses, a huge quantity of which occur on the manufacturing shopfloor, are caused by other departments, as well as by operators and maintenance personnel. In TPM, time losses include equipment breakdowns, changeovers, minor stoppages, and low-speed operations, and material losses include quality defects and reduced yields.
Furthermore, these losses are classified into two cause-based categories: function-loss breakdowns and function-reduction breakdowns. Function-loss breakdowns refer to the operating conditions under which breakdowns or malfunctions stop or impede the function of equipment and result in the cessation of production. Function-reduction breakdowns refer to the operating conditions under which lowspeed operations or quality defects occur, although production can continue. In these situations, the resulting off-specification products are reworked or scrapped. Among these losses, quality-related losses, which have two types of characteristics in terms of time and material, are the most significant.
From the viewpoint of recognition, losses are categorized as one of two types. The first type is one which is easily recognized by anyone. For example, in the event that a large quantity of rejects is manufactured and needs to be scrapped, the situation is a loss. This type of loss is referred to as an exposed loss.
On the other hand, the second type of losses is often neglected due to the poor technical expertise of the personnel concerned. Also, at times, they are not thought of as losses at all. For example, a workpiece clogs a chute and causes equipment to shut down or idle; or sensors detect a machine malfunction or actuate improperly, then shut equipment down automatically. This kind of interruption is referred to as a minor stoppage. When operators observe these events, they may restart normal equipment operation by simply poking at the clogged workpiece or by resetting the console. As a result, such minor losses are always overlooked. Or, equipment is operated at lower than standard operating speed, although effectiveness can be increased if speed is accelerated. Such operating conditions looked at superficially, however, seem to be maintained without trouble, and reduced equipment effectiveness goes unrecognized. These losses are referred to as hidden losses.
In other cases, material losses, such as workpiece breakages, flash, runner, and gates, which are typically found in glass and plastic moldings, and metal casting plants, are always underestimated because such raw materials can easily be recycled. Most of these losses are, therefore, overlooked and remain hidden.
Anyone, including managers, who is involved in a manufacturing business, only rarely has the opportunity to visit other companies’ plants. Even then, it may be very difficult to identify their own technical levels and comprehend the quantity of their losses by making comparisons with others, due to a lack of skill in making analogies.
Generally, all personnel working under various conditions in any given plant are continually surrounded by losses. Having become accustomed from early on to accepting such losses as routine, they ignore them as losses. This kind of attitude is commonplace.
1.3 Understanding the Nature of Losses
1.3.1 Six big losses
In TPM, the relationship between losses and equipment effectiveness is clearly defined in terms of both the quality of the product and equipment availability. On the basis of a thorough examination of the factors that reduce equipment effectiveness, major losses are categorized into the following six types, as illustrated in Fig. 1.1.
1. Breakdown losses are caused by equipment defects which require any kind of repair. These losses, for example, consist of downtime along with the labor and spare parts required to fix the equipment; their magnitude is measured by downtime.
2. Setup and adjustment losses are caused by changes in operating conditions, such as the commencement of production runs or start-up at each shift, changes in products, and conditions of operation. These losses, for example, consist of downtime, setup (equipment changeovers, exchanges of dies, jigs, and tools), start-up, and adjustment; their magnitude is also measured by downtime.
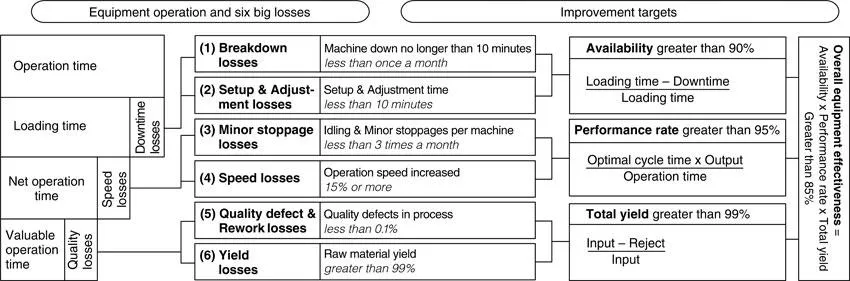
3. Minor stoppage losses are caused by events such as machine halting, jamming, and idling. In general, these losses cannot be recorded automatically without suitable instruments. They are, therefore, assessed based on the formula (100 percent minus performance rate). When operators cannot correct minor stoppages within a certain designated time (i.e., 10 minutes) many companies regard such minor stoppages as breakdowns in order to emphasize their importance, even though no damage has occurred to the equipment.
4. Speed losses are caused by reduced operating speed. Equipment cannot be operated at original or theoretical speed. At higher operating speeds, quality defects and minor stoppages frequently occur. Equipment, thereby, is required to operate at a lower moderate speed. Speed losses are measured in terms of the ratio of theoretical to actual operating speed.
5. Quality defect and rework losses are caused by off-specification or defective products manufactured during normal operation. These products must be reworked or scrapped. The losses consist of the labor required to rework the products and the cost of the material to be scrapped; their magnitude is measured by the ratio of quality products to total production. Sometimes, they are designated as “quality defects in process” in order to distinguish them from other quality defects like unsalable or defective products manufactured during start-up and adjustment operations.
6. Yield losses are caused by unused or wasted raw materials and are exemplified by the quantity of rejects, scraps, chips, etc. The yield losses are divided into two groups. One is the raw material losses resulting from product designs, manufacturing methods, and equipment restrictions, such as the flash, gate, and runner in plastic molding. The other group is the adjustment losses resulting from quality defects associated with stabilizing operating conditions at the commencement of work, changeover, etc. The longer the time spent in changeover, the less favorable the evaluation, which is determined by adding the setup and adjustment losses plus the yield losses, in terms of both time and material losses.
These six big losses are presented in three indices, i.e., availability, performance rate, and total yield rate. Their multiplicative effect is shown in Fig. 1.2 and is referred to as overall equipment effectiveness.
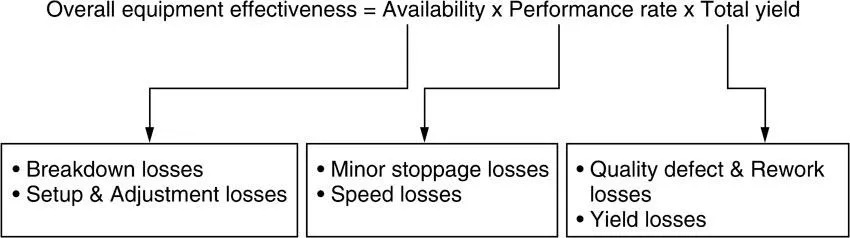
With conventional production management concepts, it used to be impossible to ascertain totally the effectiveness of equipment, a process, or an entire plant. By introducing the concept of overall equipment effectiveness, productivity at each level is clearly defined with accurate and meaningful figures. This concept, for the first time, makes it possible to compare the trend of productivity from past to present, and from production line to production line in the same plant or plant-by-plant. Comparisons also may be made among various products manufactured by different companies. Additionally, the hidden losses, which never have been recognized as losses, are plainly and surprisingly exposed.
Besides the six big losses, many companies identify other kinds of losses, as indicated by the characteristics of their equipment and products. Elimination of all these losses is assigned the highest priority and is pursued vigorously by all of the company’s constituents.
1.3.2 Chronic losses and sporadic losses
Prior to the discussion about the elimination of losses, their characteristics must be understood. In general, losses, such as breakdowns and quality defects, are discussed in terms of their occurrence. TPM, however, deals with losses based on equipment effectiveness.
The gap between the equipment’s actual effectiveness and its optimal value is referred to as chronic loss when the same loss recurs in a narrow range of incidence. Sometimes, however, the recurrence of losses increases suddenly beyond the usual range, and equipment effectiveness thereby drops rapidly, as illustrated in Fig. 1.3. This kind of loss is referred to as a sporadic loss, and results from various changes in raw materials, operating conditions, jigs, tools, electric curre...
Table of contents
- Cover
- Half Title
- Title Page
- Copyright Page
- Table of Contents
- Preface
- Introduction
- Chapter 1. TPM Aims at the Elimination of Losses
- Chapter 2. A Summary of TPM
- Chapter 3. The Five Countermeasures to Achieve Zero Breakdowns
- Chapter 4. The Autonomous Maintenance Program
- Chapter 5. Step 1: Initial Cleaning
- Chapter 6. Step 2: Countermeasures to Sources of Contamination
- Chapter 7. Step 3: Cleaning and Lubricating Standards
- Chapter 8. Step 4: Overall Inspection
- Chapter 9. Step 5: Autonomous Maintenance Standards
- Chapter 10. Step 6: Process Quality Assurance
- Chapter 11. Step 7: Autonomous Supervision
- Chapter 12. Autonomous Maintenance in Manual Work Departments
- Glossary
- Bibliography
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Autonomous Maintenance in Seven Steps by Fumio Gotoh,Masaji Tajiri in PDF and/or ePUB format, as well as other popular books in Commerce & Production. We have over 1.5 million books available in our catalogue for you to explore.