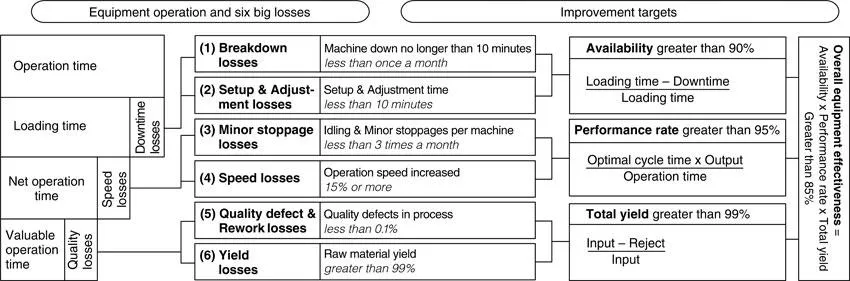
In TPM, the relationship between losses and equipment effectiveness is clearly defined in terms of both the quality of the product and equipment availability. On the basis of a thorough examination of the factors that reduce equipment effectiveness, major losses are categorized into the following six types, as illustrated in Fig. 1.1.
1. Breakdown losses are caused by equipment defects which require any kind of repair. These losses, for example, consist of downtime along with the labor and spare parts required to fix the equipment; their magnitude is measured by downtime.
2. Setup and adjustment losses are caused by changes in operating conditions, such as the commencement of production runs or start-up at each shift, changes in products, and conditions of operation. These losses, for example, consist of downtime, setup (equipment changeovers, exchanges of dies, jigs, and tools), start-up, and adjustment; their magnitude is also measured by downtime.
3. Minor stoppage losses are caused by events such as machine halting, jamming, and idling. In general, these losses cannot be recorded automatically without suitable instruments. They are, therefore, assessed based on the formula (100 percent minus performance rate). When operators cannot correct minor stoppages within a certain designated time (i.e., 10 minutes) many companies regard such minor stoppages as breakdowns in order to emphasize their importance, even though no damage has occurred to the equipment.
4. Speed losses are caused by reduced operating speed. Equipment cannot be operated at original or theoretical speed. At higher operating speeds, quality defects and minor stoppages frequently occur. Equipment, thereby, is required to operate at a lower moderate speed. Speed losses are measured in terms of the ratio of theoretical to actual operating speed.
5. Quality defect and rework losses are caused by off-specification or defective products manufactured during normal operation. These products must be reworked or scrapped. The losses consist of the labor required to rework the products and the cost of the material to be scrapped; their magnitude is measured by the ratio of quality products to total production. Sometimes, they are designated as “quality defects in process” in order to distinguish them from other quality defects like unsalable or defective products manufactured during start-up and adjustment operations.
6. Yield losses are caused by unused or wasted raw materials and are exemplified by the quantity of rejects, scraps, chips, etc. The yield losses are divided into two groups. One is the raw material losses resulting from product designs, manufacturing methods, and equipment restrictions, such as the flash, gate, and runner in plastic molding. The other group is the adjustment losses resulting from quality defects associated with stabilizing operating conditions at the commencement of work, changeover, etc. The longer the time spent in changeover, the less favorable the evaluation, which is determined by adding the setup and adjustment losses plus the yield losses, in terms of both time and material losses.
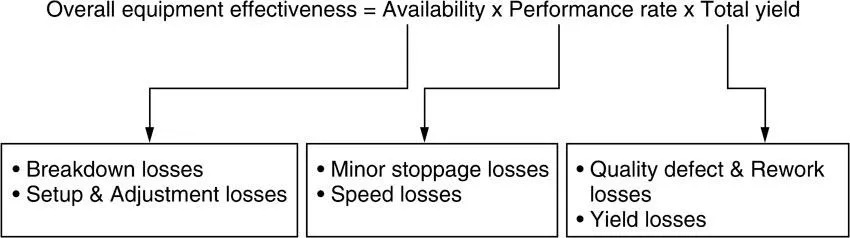
These six big losses are presented in three indices, i.e., availability, performance rate, and total yield rate. Their multiplicative effect is shown in Fig. 1.2 and is referred to as overall equipment effectiveness.
With conventional production management concepts, it used to be impossible to ascertain totally the effectiveness of equipment, a process, or an entire plant. By introducing the concept of overall equipment effectiveness, productivity at each level is clearly defined with accurate and meaningful figures. This concept, for the first time, makes it possible to compare the trend of productivity from past to present, and from production line to production line in the same plant or plant-by-plant. Comparisons also may be made among various products manufactured by different companies. Additionally, the hidden losses, which never have been recognized as losses, are plainly and surprisingly exposed.
Besides the six big losses, many companies identify other kinds of losses, as indicated by the characteristics of their equipment and products. Elimination of all these losses is assigned the highest priority and is pursued vigorously by all of the company’s constituents.
1.3.2 Chronic losses and sporadic losses
Prior to the discussion about the elimination of losses, their characteristics must be understood. In general, losses, such as breakdowns and quality defects, are discussed in terms of their occurrence. TPM, however, deals with losses based on equipment effectiveness.
The gap between the equipment’s actual effectiveness and its optimal value is referred to as chronic loss when the same loss recurs in a narrow range of incidence. Sometimes, however, the recurrence of losses increases suddenly beyond the usual range, and equipment effectiveness thereby drops rapidly, as illustrated in Fig. 1.3. This kind of loss is referred to as a sporadic loss, and results from various changes in raw materials, operating conditions, jigs, tools, electric curre...