![]()
1 Extrusion Process
The extrusion of polymeric materials to produce finished products for industrial or consumer applications is an integrated process, with the extruder comprising one component of the entire line. In some applications the production lines are very long with numerous operations, requiring operators to communicate and work together to produce an acceptable finished product. If the extruder temperature profile is set incorrectly, the product ingredients are not properly formulated, the cooling on the extruder feed throat is not running properly, the melt temperature at the end of the extruder is incorrect, the cooling bath temperature is not set correctly, the puller at the end of the line is running at the wrong speed, or any other incorrect operating condition or combinations of conditions, the product may not meet customer specifications. Each step in the process adds value; consequently, theproduct reaches its maximum value at the end of the line. An improper setting at the beginning of the process may cause the product to be unacceptable at the end of the line after significantly more value has been added. Speeds of the different process steps must be matched to ensure product compliance.
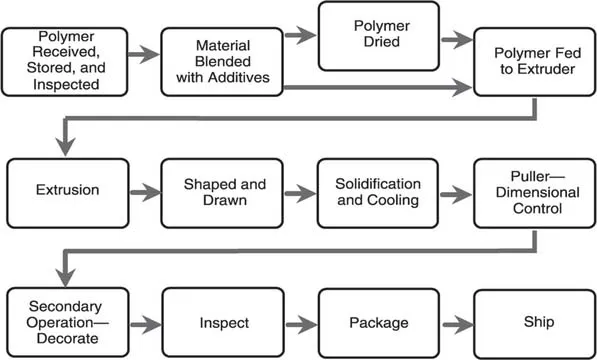
The extrusion process is shown in Figure 1.1. Polymeric material is received, inspected, and stored. Prior to extrusion, the polymer may be blended with additives (stabilizers for heat, oxidative stability, UV stability, etc.), color pigments or concentrates, flame retardants, fillers, lubricants, reinforcements, etc., to produce the desired product property profile. Some resin systems must be dried prior to extrusion to eliminate polymer degradation due to moisture. Other resins, which do not normally require drying, may have to be dried if they are stored in a cold warehouse and brought into a warm environment, causing moisture to condense on the surface of the pellets, flake, or powder. Once the polymer or blend is properly dried and ingredients mixed, the formulation is fed to the extruder, where it is melted, mixed, and delivered to the die to shape the extrudate. After exiting the die, the product is cooled and solidified in the desired shape and pulled away from the extruder at constant velocity to attain the appropriate cross section. Secondary operations, i.e., flame treatment, printing, cutting, annealing, etc., can be done in line after the puller. Finally, the product is inspected, packaged, and shipped.
The different parts of the process are discussed in more detail in this chapter.
1.1 Raw Material Supply
Polymer resin is shipped in different size containers depending on the quantity ordered, the processors’ handling and storage capability, and the way the extruder is fed. Small lots are shipped in 50- or 55-pound bags, and large lots are shipped by tanker truck or rail. Table 1.1 shows different shipping methods. Plastic pellets can be air- or vacuum-conveyed around the plant to storage containers or the extruder hopper.
Table 1.1. Plastic Packaging
| Package Size, Pounds | Type Package |
| 50–55 | Bags |
| 300 | Fiber Pack |
| 1,000 | Gaylord |
| 4,000 | Bulk Pack |
| 40,000 | Hopper Truck |
| 150,000–220,000 | Rail Car |
Pellets conveyed between storage silos, dryers, surge hoppers, and extruder hoppers must be in dedicated or properly cleaned lines to prevent product cross-contamination. All lines must be properly grounded to eliminate static electricity build-up during the resin transfer process.
Raw materials stored in warehouses without environmental controls (lack of heat or cooling) need to be brought to room temperature prior to extrusion. If the raw material temperatures vary between summer and winter, the polymer melting or softening point in the extruder will occur at a different location, leading to different melt viscosities, extrudate flow, and possible product inconsistency from season to season. Assume the raw material temperature is 50°F (10°C) in the winter and 80°F (26°C) in the summer. Additional heat must be added to the raw material during the winter months, either by a hopper dryer, allowing the polymer to come to equilibrium at room temperature, or by adding additional heat in the first zones to ensure the polymer is melting or being plasticated in the transition zone. Due to the insulative nature of polymers, a significant time period is required to heat cold pellets that sat in a cold warehouse or in a cold truck to room temperature.
Storing raw materials in a hot environment over an extended time can lead to consuming the polymer stabilization package. Most thermal stabilization packages are consumed over time as the polymer is heated. While thermal degradation happens fairly rapidly at elevated temperatures in the presence of oxygen, degradation continues at a slower rate at elevated temperatures (above room temperature but below the melting or softening temperature). Stock should be rotated to minimize long-term thermal degradation.
Many raw materials are accepted from vendors based on a “certificate of compliance.” Good procedures dictate that incoming raw materials be periodically tested and a database of critical polymer properties be established. Most internal extrusion problems are not the result of raw material variations; however, in the event the wrong raw material is used, the processor should be able to identify any raw material inconsistencies immediately to minimize operating losses. Critical raw material properties for a particular application need to be identified and characterized so incoming materials are tested only for the properties that affect the final part performance. Critical properties may be viscosity, long-term heat aging, color, tensile properties, or other parameters, depending on particular end-use application.
1.2 Raw Material Blending and Mixing
Depending on the product requirements, some preblending or ingredient mixing may be required prior to extrusion. (Blending and mixing are covered in more detail in Part 5, “Auxiliary Equipment.”) Unless a single polymeric material is being added to an extruder, the best way to combine different raw materials and keep them uniformly distributed prior to entering the extruder feed throat depends on different factors. Some factors to consider are
• Separation of powder and pellets
• Uniform distribution of additives introduced at low concentrations
• Separation of ingredients in flood fed hoppers
• Proper mixing
• Introduction of different levels of regrind and/or the effect of regrind particle size
• Addition of liquid additives to a single screw extruder
• Uniform distribution of powder/powder blends
The best way to meter materials and guarantee uniform component distribution is to gravimetrically feed each component with different feeders directly above the extruder feed throat. Assuming there are enough space and feeders to accommodate the various components in the formulation, gravimetric or loss-in-weight feeding ensures each component is added in the correct proportion, while addition directly above the feed throat minimizes any ingredient segregation. The downside of this approach is the cost of gravimetric feeders, the space required if there are more than four or five components, and if different size feeders are required. Assuming some components are added in very low concentrations (<1%) while other components are added in high concentration (>15%), the feeder size, feeder accuracy, and material (powder, pellets, flake, free-flowing versus compressive powder, fiber, etc.) being fed are critical to the feeder performance. If all feeders are properly sized, designed for the materials being fed (single screw feeder, twin screw feeder, vibratory, weigh belt, etc.), and there is enough room to use a gravimetric feeder for each component, multiple feeders is the best method to ensure a repeatable, uniform formulation is being introduced to the extruder.
In many applications, a feeder is not available for each ingredient, requiring preblending. Blending depends on the ingredients being mixed and the way material is handled after blending and prior to extrusion. Assume pellets A and B are approximately the same size and are required to be premixed; proper concentrations of A and B are individually weighed and added to low intensity blending systems. Typical low intensity blending systems include tumble blenders (wide range of sizes), V-cone blender, ribbon blender, cement mixer, drum roller, or paint shaker for small lots. The same equipment can be used to mix pellets and powder. However, pellets and powder are more likely to separate when transporting the blend or loading it to a feed or extruder hopper after the blending is complete. The powder can flow between the pellets; consequently, at the beginning of an extrusion run the product may be rich in the powder component, while at the end of the extrusion run the product may be rich in the pellet component. One method to minimize this separation is to coat the pellets with a sm...