Technology & Engineering
Heat Treatment
Heat treatment is a process used to alter the physical and sometimes chemical properties of a material through controlled heating and cooling. It is commonly applied to metals to improve their hardness, strength, and ductility. The process involves heating the material to a specific temperature, holding it at that temperature for a set period, and then cooling it at a controlled rate.
Written by Perlego with AI-assistance
Related key terms
1 of 5
10 Key excerpts on "Heat Treatment"
- J. T. Black, Ronald A. Kohser(Authors)
- 2019(Publication Date)
- Wiley(Publisher)
CHAPTER 5 67 5.1 Introduction In the previous chapters, you were introduced to the interre- lationships among the structure, properties, processing, and performance of engineering materials. Chapters 3 and 4 consid- ered the aspects of structure, whereas Chapter 2 focused on the properties. In this chapter, we begin to incorporate processing as a means of manipulating and controlling the structure and the companion properties of materials. Many engineering materials can be characterized not by a single set of properties but by an entire spectrum of possibili- ties that can be selected and varied at will. Heat Treatment is the term used to describe the controlled heating and cooling of materials for the purpose of altering their structures and proper- ties. The same material can be made weak and ductile for ease in manufacture and then retreated to provide high strength and good fracture resistance for use and application. Because both physical and mechanical properties (such as strength, tough- ness, machinability, wear resistance, and corrosion resistance) can be altered by Heat Treatment, and these changes can be induced with no concurrent change in product shape, heat treat- ment is one of the most important and widely used manufactur- ing processes. Technically, the term Heat Treatment applies only to the processes in which the heating and cooling are performed for the specific purpose of altering properties, but heating and cooling often occur as incidental phases of other manufactur- ing processes, such as hot forming or welding. The structure and properties of the material will be altered, however, just as though an intentional Heat Treatment had been performed, and the results can be either beneficial or harmful. For this rea- son, both the individual who selects material and the person who specifies its processing must be fully aware of the possible changes that can occur during heating or cooling activities. eBook - ePub
eBook - ePub- Jose Herrera-Ramirez, Luis Zuñiga-Aviles, Jose Martin Herrera-Ramirez, Luis Adrian Zuñiga-Aviles(Authors)
- 2022(Publication Date)
- CRC Press(Publisher)
8 Heat Treatments and Surface Hardening of Small Weapon Components
DOI: 10.1201/9781003196808-88.1 Introduction
A Heat Treatment is the process that involves heating a material in the solid state up to a specific temperature for a sufficient time (usually called soaking), followed by cooling at an appropriate rate. A Heat Treatment is an essential stage within the entire manufacturing process of a workpiece. Most of the versatility shown by materials comes from their Heat Treatment, which influences on their microstructure and, finally, improves their physical and mechanical properties, such as strength, hardness, elasticity, and wear resistance, among others.Each type of material has its own procedures to be heat-treated. Thus, certain practices will be followed for steels, which will be different for those of nonferrous alloys, ceramics, or even polymers. It is important to note that the design and control of Heat Treatment procedures to produce the required properties in a material are deeply based on the use of phase diagrams.This chapter covers the basis of Heat Treatments of steels and aluminum alloys, focusing on those alloys used in the manufacture of small weapon components. The principles of surface hardening, which alters the metal surface properties, are also covered. A case study on the Heat Treatments of steel is presented here.8.2 Heat Treatments of Steels
As stated in Chapter 7 , the basis for understanding the Heat Treatment of steels is the Fe-Fe3 C phase diagram. Figure 8.1 shows such a diagram in the range of steels (~0.008–2.14 wt% C), where the A1 , A3 , and Acm lines, also specified as Ae1 , Ae3 , and Aecm eBook - PDF
eBook - PDF- Mikell P. Groover(Author)
- 2012(Publication Date)
- Wiley(Publisher)
Part VI Property Enhancing and Surface Processing Operations 20 Heat Treatment OF METALS Chapter Contents 20.1 Annealing 20.2 Martensite Formation in Steel 20.2.1 The Time-Temperature- Transformation Curve 20.2.2 The Heat Treatment Process 20.2.3 Hardenability 20.3 Precipitation Hardening 20.4 Surface Hardening The manufacturing processes covered in the preceding chap- ters involve the creation of part geometry. We now consider processes that either enhance the properties of the workpart (Chapter 20) or apply some surface treatment to it, such as cleaning or coating (Chapter 21). Property-enhancing oper- ations are performed to improve mechanical or physical properties of the work material. They do not alter part geometry, at least not intentionally. The most important property-enhancing operations are Heat Treatments. Heat Treatment involves various heating and cooling procedures performed to effect microstructural changes in a material, which in turn affect its mechanical properties. Its most common applications are on metals, discussed in this chapter. Similar treatments are performed on glass-ceramics (Section 2.2.3), tempered glass (Section 7.3.1), and powder metals and ceramics (Sections 10.2.3 and 11.2.3). Heat Treatment operations can be performed on a metallic workpart at various times during its manufacturing sequence. In some cases, the treatment is applied before shaping (e.g., to soften the metal so that it can be more easily formed while hot). In other cases, Heat Treatment is 480 used to relieve the effects of strain hardening that occur during forming, so that the material can be subjected to further deformation. Heat Treatment can also be accom- plished at or near the end of the sequence to achieve the final strength and hardness required in the finished product. The principal Heat Treatments are annealing, martensite formation in steel, precipitation hardening, and surface hardening. eBook - PDF
eBook - PDFFundamentals of Modern Manufacturing
Materials, Processes, and Systems
- Mikell P. Groover(Author)
- 2019(Publication Date)
- Wiley(Publisher)
592 P A R T VII 26 PROPERTY ENHANCING AND SURFACE PROCESSING OPERATIONS The manufacturing processes in the preceding chapters involve the creation of workpiece geometry. This part of the book covers processes that either enhance the properties of a work part (this chapter) or apply some surface treatment to it, such as clean- ing or coating (Chapter 27). Property-enhancing operations are performed to improve mechanical or physical properties of the work material. They do not alter part geometry, at least not inten- tionally. The most important property-enhancing operations are Heat Treatments. Heat Treatment consists of various heating and cooling procedures performed to effect microstructural changes in a material, which in turn affect its mechanical properties. Its most common applications are on metals, discussed in this chapter. Similar treatments are performed on glass-ceramics (Section 7.4.3), tempered glass (Section 12.3.1), and powder metals and ceramics (Sections 15.3.3 and 16.2.3). Heat Treatment operations can be performed on a metallic work part at various times during its manufacturing sequence. In some cases, the treatment is applied before shaping (e.g., to soften the metal so that it can be more easily formed while hot). In other cases, Heat Treatment is used to relieve the effects of strain hardening that occur during forming, so that the material can be sub- jected to further deformation. Heat Treatment can also be accomplished at or near the end of the sequence to achieve the final strength and hardness required in the finished product. The principal Heat Treatments are annealing, martensite formation in steel, precipitation hardening, and surface hardening. 26.1 Annealing Annealing consists of heating the metal to a suitable temperature, holding at that temperature for a certain time (called soaking), and slowly cooling. eBook - PDF
eBook - PDFAn Introduction to Metallurgical Laboratory Techniques
Pergamon Series of Monographs in Laboratory Techniques
- P. G. Ormandy, K. Guy(Authors)
- 2016(Publication Date)
- Pergamon(Publisher)
Chapter 3 Heat Treatment THE Heat Treatment of metals necessitates a wide variety of techniques, many of which are outside the scope of small labor-atories. However, the more important of these processes can be carried out adequately using small-scale apparatus, and there-fore merit discussion. The term Heat Treatment simply means the use of heat to modify some property (usually hardness or strength) of metals; the heat may be employed directly, as in annealing in which the heat itself brings about the desired change, or indirectly, as in quenching where it is the change in temperature which is the operative factor. It is also important to remember that some Heat Treatments are applicable only to certain groups of alloys, whilst others are of fairly general significance. Thus normalizing can only be applied to steels, whilst annealing is of universal appli-cation. In all cases, however, the temperature involved in the Heat Treatment varies from alloy to alloy; some data for various Heat Treatments of the commoner metals and alloys are given in Table 9 but for other alloys the necessary data must be consulted in other reference tables (see Bibliography). The Effect of Heat on Metals It is not the purpose of this book to provide a background of physical metallurgy, but if the various types of Heat Treatment for metals are to be intelligible, then some elementary discussion of the mechanisms of these treatments and the resultant changes is essential. Metals are crystalline solids; that is to say, any piece 71 Metallurgical Laboratory Techniques TABLE 9. APPROXIMATE RECRYSTALLIZATION TEMPERATURES Metal Temperature (°C) Iron 4 5 0 Nickel 6 0 0 Gold 2 0 0 Silver 2 0 0 Copper 2 0 0 Aluminium 150 Magnesium 150 Tungsten 1200 Molybdenum 8 9 0 Zinc Room temperature Lead Below room temperature Tin Below room temperature TABLE 10. eBook - ePub
eBook - ePub- Jan Głownia(Author)
- 2017(Publication Date)
- Bentham Science Publishers(Publisher)
Heat Treatment of Steel Castings Jan GłowniaAbstract
This chapter highlights the fact that every steel casting should be heat treated. The structure of cast steel in as-cast conditions requires changes – this applies to virtually all types of cast steel grades. As a result of heating and cooling (according to various technological options), beneficial changes in mechanical and also other properties (e.g. hardness, corrosion resistance and wear resistance) are obtained. This chapter includes the types of Heat Treatment of cast steel, possible practical effects after each treatment and the structural changes caused during its course. There are examples of the microstructure in as-cast conditions, after quenching and after tempering at various temperatures.Keywords: Hardness, Mechanical properties, Normalisation, Quenching, Tempe-ring, Type of the Heat Treatment.1. INTRODUCTION
Iron allotropic transformations play a primary role in Heat Treatment. In the solid state, depending on the temperature, there are three phases: αFe (BCC), γFe (FCC) and δFe (BCC). Each of these phases occurs in a specified temperature range and has various properties. Control of a cast steel structure consists of choosing appropriate phases and components of the microstructure, in order to obtain beneficial properties for the working conditions of castings. The basis for creating the required structures by the choice of basic procedures of Heat Treatment are the charts of:- equilibrium system of Fe - Fe3 C, (Fig. 1 ),
- austenite transformations under TTTi isothermal conditions,
- austenite transformations under continuous cooling TTTc.
The Fe - Fe3 C system includes structures obtained in the equilibrium state (at very slow heating and cooling). They are a reference to the structures obtained by practice and Heat Treatment terminology, but they do not include the time factor. A detailed discussion on the conditions of formation of individual phases, definitions of phases, e.g eBook - PDF
eBook - PDFMagnesium Materials
From Mountain Bikes to Degradable Bone Grafts
- Yoshiki Oshida(Author)
- 2021(Publication Date)
- De Gruyter(Publisher)
Chapter 8 Heat Treatment and strengthening In general, alloys are subjected to Heat Treatment to generate other phase(s) of the alloy. If the metallurgical conditions between high temperature and low temperature differ from each other, we can quench the alloy to bring it at a nonequilibrium state, so that any possible changes between high and low temperatures can be prevented. During quenching, three cases occur, depending on the reaction rate due to tempera-ture difference and cooling (quenching) rate. (1) Formation of pseudo-precipitation phase: the high-temperature state S H can be preserved to bring it at the low tempera-ture; (2) formation of intermediate phase: although S H cannot be preserved as it is, the final product will be S I (intermediate state) during the changing process to S L (low-temperature state); and (3) formation of stable precipitate phase: at even rapid cooling only S L state is formed. Hence, quenching is meaningless if case (3) takes place. In case (2), the martensite in steels is the typical S I phase. For case (1), if S H is mechanically stronger than S L , as-quenched phase can be used in practical applica-tions. If S H phase exhibits mechanically soft condition, it can be plastically worked. In other cases, S H is subjected to further Heat Treatment to proceed the nonequilib-rium state to transform to S L , resulting in hardening of the alloy, which is referred to as the precipitation-aging process. In the articles cited in this chapter, there are nota-tions like γ -phase, β -phase and α -phase. These three phases are distinct phases in the aging process and are shown in the process sequence as follows: γ -phase (unstable supersaturated solid solution (S.S.S.S.)) → β -phase (intermediate phase) → α -phase (stable solid solution that can be found in the phase diagram). eBook - ePub
eBook - ePub- Roger Timings(Author)
- 2007(Publication Date)
- Routledge(Publisher)
(d) Describe how ‘duralumin’ is softened. What is the name of the process used, and what is the name of the natural process by which this aluminium alloy gradually becomes hard again?4.9 Heat Treatment equipment(a) List the main requirements of a Heat Treatment furnace.(b) With the aid of sketches describe any Heat Treatment furnace with which you are familiar. Draw particular attention to its main features. List the main advantages and limitations for the furnace type chosen.(c) Describe the precautions that must be taken when starting up and shutting down furnaces. (d) Describe the need for, and a method of, atmosphere control in Heat Treatment furnaces. (e) Describe a method of temperature measurement suitable for a furnace used for the occasional hardening of high carbon steel components.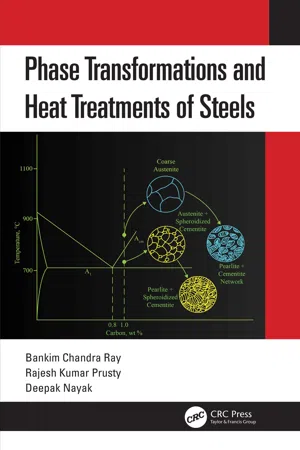
- Bankim Chandra Ray, Rajesh Kumar Prusty, Deepak Nayak(Authors)
- 2020(Publication Date)
- CRC Press(Publisher)
Figure 11.24 . Mechanical deformation is applied at this temperature during the phase transformation so that the structure produced comprises fine ferrite subgrains with spheroidized cementite particles instead of a ferrite/pearlite aggregate. Due to the refinement of the ferrite grain size and replacement of lamellar cementite by spheroidized particles, substantial improvement in toughness and strength occurs.FIGURE 11.24 Schematic illustration of the isoforming process11.6 Heat Treatment of Carbon and Alloy Steels
In general, carbon steels are used in applications where moderate strength is required. They have the inherent properties derived from carbon only. Heat Treatment of carbon steels is only possible in thinner sections, as it is challenging to harden thicker sections (thicker than 1.5 cm) because of their low hardenability. Moreover, these carbon steels cannot be used in corrosive environments. These limitations put engineers to think about alloy steels, which not only enhances the properties of carbon steels but also induces other specific properties in the steels. Heat Treatment of carbon steels has been mostly discussed while describing standard Heat Treatment practices. Hence, this section focuses on various types of alloy steels and their Heat Treatment methods. However, emphasis on special steels and their Heat Treatment practices is deliberated in the subsequent chapter.Alloy steels are categorized based on the alloying element present in the steel. The most common are manganese steels, silicon steels, chromium steels, nickel steels, and molybdenum steels. Manganese is added to carbon steels to improve the tensile strength, hardenability, and hot workability of steel. Heat Treatment methods like hardening and tempering result in the best possible mechanical properties, while normalizing treatment improves the impact strength, after which they are used for large forgings and castings. Silicon, like manganese, is present as a cheap deoxidizer in all steels. When the steels contain more than 0.6% silicon, they are grouped as silicon steels. They possess improved elastic properties, excellent electrical and magnetic properties, and enhanced resistance to scaling at high temperatures. Mainly, steels with 3%–4% silicon and less than 0.5% carbon, popularly known as electrical steel, is used in the cores and poles of electrical machinery. The desired properties are derived from a coarse-grained and textured structure, which is obtained by repeated cold rolling and annealing at 1100°C–1200°C under hydrogen atmosphere.
- J. T. Black, Ronald A. Kohser(Authors)
- 2018(Publication Date)
- Wiley(Publisher)
86 CHAPTER 5 Heat Treatment Tempering of Martensite Despite its great strength, medium- or high-carbon martensite in its as-quenched form lacks sufficient toughness and ductil- ity to be a useful engineering structure. A subsequent heating, known as tempering, is usually required to impart the neces- sary ductility and fracture resistance and relax undesirable residual stresses. As with most property-changing processes, however, there is a concurrent drop in other features, most notably strength and hardness. Martensite is a supersaturated solid solution of carbon in alpha ferrite and, therefore, is a metastable structure. When heated into the range of 100° to 700°C (200° to 1300°F), the excess carbon atoms are rejected from solution, and the struc- ture moves toward a mixture of the stable phases of ferrite and cementite. This decomposition of martensite into ferrite and cementite is a time- and temperature-dependent, diffusion- controlled phenomenon with a continuous spectrum of inter- mediate and transitory structures. Table 5.1 presents a chart-type comparison of the pre- viously discussed precipitation hardening process and the austenitize-quench-and-temper sequence. Both are nonequi- librium Heat Treatments that involve three distinct stages. In both, the first step is an elevated temperature soaking designed to erase the prior structure, redissolving material to produce a uniform-chemistry, single-phase starting condition. Important features include heating rate, soaking tempera- ture, and soaking time. Both treatments follow this soak with a rapid-cool quench. In precipitation hardening, the purpose of the quench is to prevent nucleation of the second phase, thereby producing a supersaturated solid solution. This mate- rial is usually soft, weak, and ductile, with good toughness.
Index pages curate the most relevant extracts from our library of academic textbooks. They’ve been created using an in-house natural language model (NLM), each adding context and meaning to key research topics.